收稿日期:2016-08-10;修回日期:2016-12-13
作者简介:穆朋刚(1983—),男,博士,高级工程师,研究领域为液体火箭发动机结构动力学分析
作者简介:穆朋刚(1983—),男,博士,高级工程师,研究领域为液体火箭发动机结构动力学分析
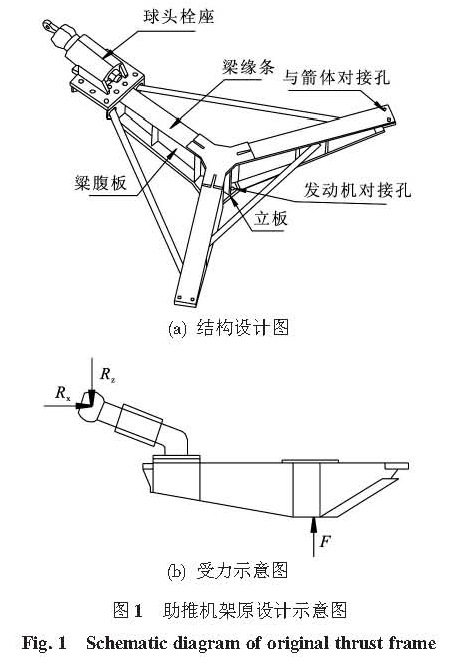
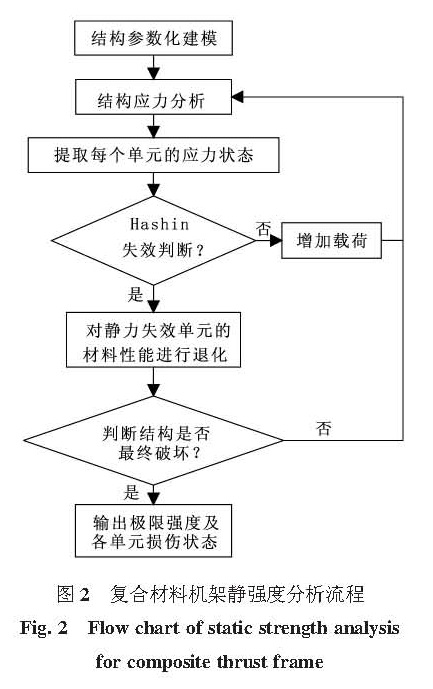
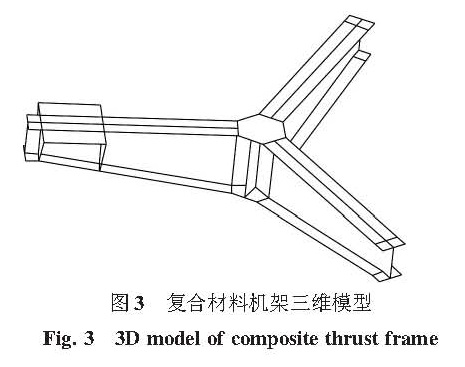
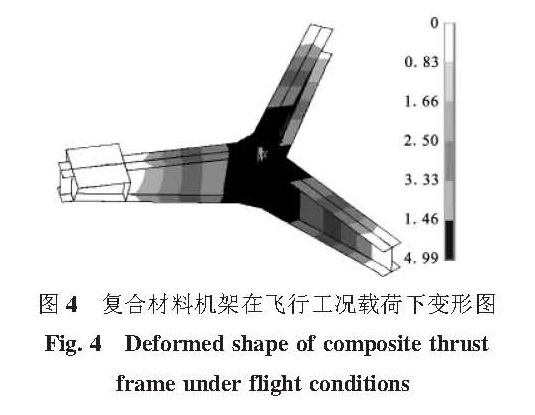
针对液体火箭发动机承力机架,开展复合材料机架的初步设计及探索应用研究。通过对原金属机架结构设计特点分析,提出了一种碳纤维增强复合材料机架的设计方案,并对其进行了力学性能预测及设计参数影响分析等方面研究工作;最后,采用有限元软件ANSYS的APDL语言开发了复合材料机架的计算程序,该程序基于损伤累积理论,包含结构应力分析、材料的失效判断及材料的性能退化3个主要循环过程,通过仿真手段模拟了在载荷增加过程中结构内部产生损伤,并逐渐累积直至破坏的整个过程。仿真分析结果表明:复合材料的应用可在满足原机架强度、刚度和稳定性等设计要求基础上,相对于原结构实现了50%的减重。
Preliminary design and applied exploration of the composite thrust frame of a liquid-propellant rocket engine are performed in this paper. Based on the design features for original thrust frame metal structure, a design scheme of the carbon fiber reinforced composite thrust frame is proposed, its mechanics performance is predicted, and the effect factors on its design parameters are analyzed. APDL (ANSYS Parametric Design Language) of the finite element software ANSYS is used to develop the computing procedure of the composite thrust frame, which is based on damage accumulation theory, including stress analysis, failure evaluation and material property degradation. The internal structure injure in the loading process and the whole process of the injury accumulation until damage was simulated. The simulation analysis result shows that the composite can meet the design requirement of thrust frame strength, stiffness and stability, and the weight is decrease by 50%, compared with the original structure.