美国是将增材制造技术应用于液体火箭发动机最早也是应用最广泛的国家。除了传统的政府机构NASA和火箭发动机公司普惠洛克达因外,近些年来新兴的商业航天公司如太空探索技术公司(SpaceX)、蓝色起源(Blue Origin)也将研发重点投入到金属材料的增材制造研究及其在发动机工程化应用上来。此外,欧洲的空客防务与航天公司、新西兰Rocket Lab公司也开展了增材制造在火箭发动机中的应用研究。
1.1 普惠·洛克达因公司应用进展
2013年3月普惠·洛克达因公司使用激光选区熔化成形(SLM)技术制造了J-2X 火箭发动机涡轮泵排气孔盖,并在极端环境下成功进行了发动机点火试验,这是全尺寸发动机首次使用增材制造零件[1]。该试车的成功验证了增材制造产品在液体火箭发动机上应用的可行性,为增材制造在液体火箭发动机领域工程化应用奠定了基础。
随后,普惠·洛克达因公司又进行了喷注器SLM制造的尝试。
土星五号F-1火箭发动机燃气发生器喷注器由喷注环、喷注盘等十余个零件组成,制造工序多,可靠性难以保证。2009年普惠·洛克达因公司使用SLM技术制造该喷注器,对其进行了集成设计,零件数量仅为1个,从而省去了电镀、钎焊及机加等工序,大大提高了产品可靠性[2]。
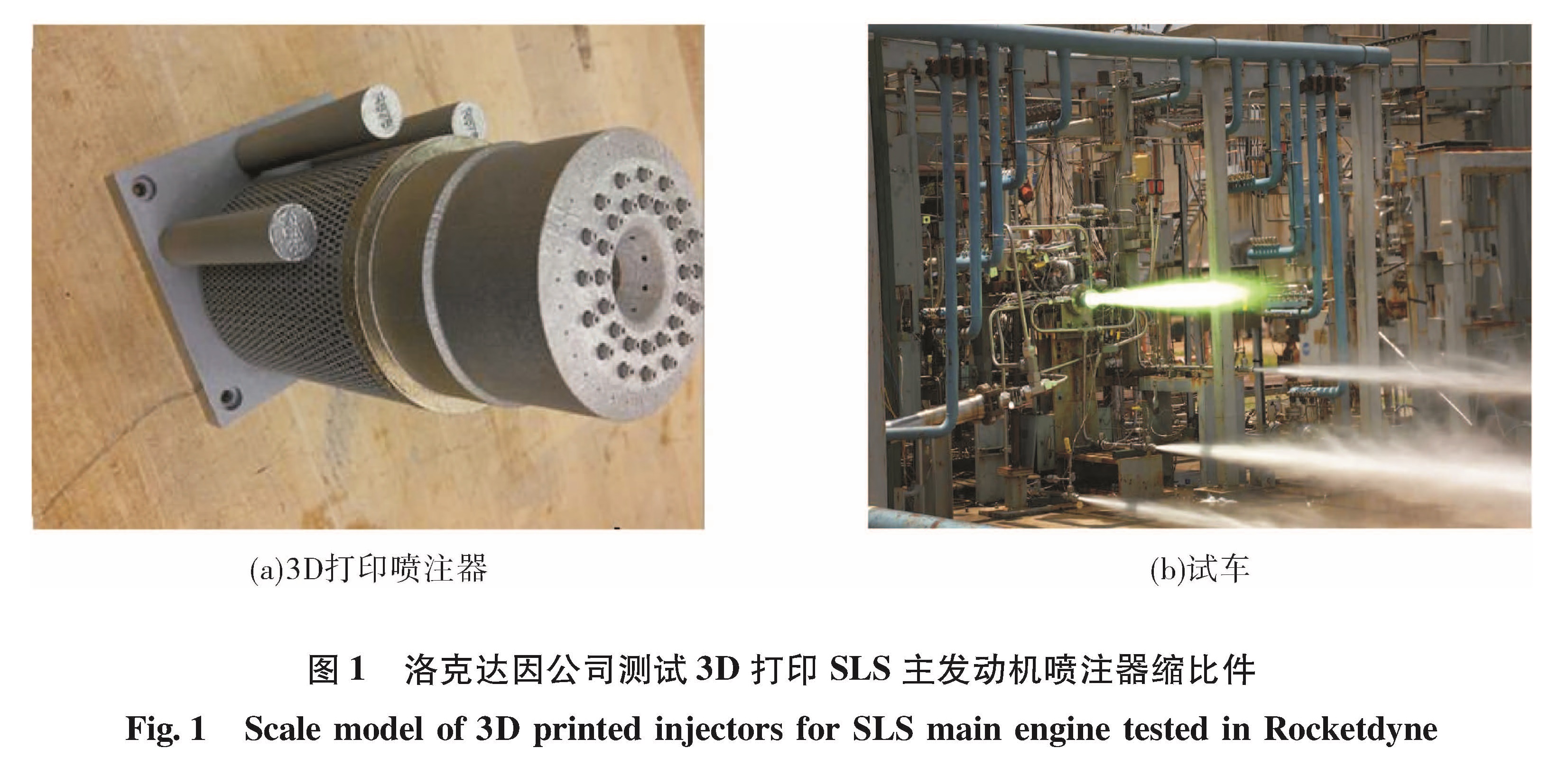
除了土星五号F-1火箭发动机,洛克达因公司还在AR1发动机以及SLS发动机上进行了喷注器SLM制造的尝试。洛克达因公司首先于2015年初成功进行了单喷嘴的SLM成形,随后又尝试了喷注器的整体成形,并通过了AR1发动机试车考核。同年,洛克达因公司与NASA合作,成功制造了SLS发动机喷注器,前后共试车11次,累积试车时间46秒,如图1所示。
图1 洛克达因公司测试3D打印SLS主发动机喷注器缩比件
Fig.1 Scale model of 3D printed injectors for SLS main engine tested in Rocketdyne
相比传统加工技术,SLM制造可显著缩短加工周期、降低成本,例如F-1发动机喷注器使用SLM制造后,加工时间节省60%,制造成本降低70%,重量减轻4.08 kg; 使用传统方法制造SLS发动机喷注器需要6个月时间,而使用SLM制造,从成形、抛光到无损检测仅用40 h,同时制造成本降低50%。此外,传统加工工艺需要十几个零件分体制造,而SLM制造可以实现喷注器一体化成形,减少工序提高可靠性的同时,减轻了喷注器的重量[2]。
由于铜合金良好的导热性能,液体火箭发动机中大量使用以铜合金为内壁的再生冷却夹层结构,但由于铜合金具有高热导率、高反射率的特点,其激光增材制造制造成为国内外研究的难点和热点。洛克达因公司开展了大量铜合金推力室的激光增材制造技术研究,并与其他增材制造的零部件如喷注器等组成一台完整的发动机成功进行了热试车考核[3]。
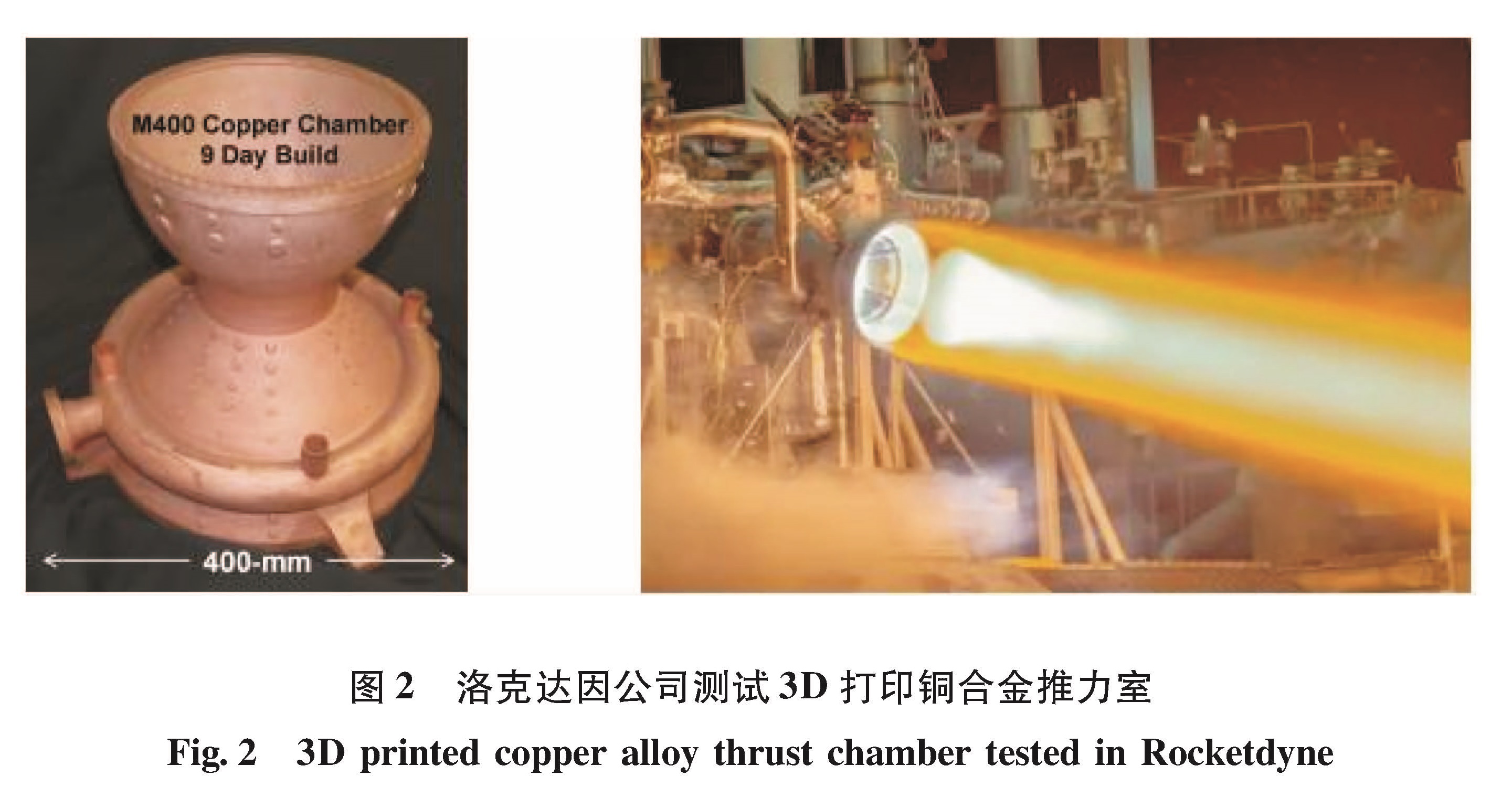
2017年4月5日迄今为止世界上最大的铜合金全尺寸推力室(图2)进行了热试车考核,洛克达因将后续用该推力室取代当前的RL-10C发动机不锈钢管束式推力室,获得更优的冷却性能,同时提高发动机可靠性。
图2 洛克达因公司测试3D打印铜合金推力室
Fig.2 3D printed copper alloy thrust chamber tested in Rocketdyne
此外,洛克达因公司还在增材制造整机方面做了大量研究。
2014年12月15日对打印出的MPS-120整个卫星微推进系统进行试车考核,包括推进剂系统组件、推力室、活塞及推进剂贮箱。相比传统加工方式,制造周期缩短至仅一个星期,制造能力提高5倍以上。这是首个通过增材制造的肼推进系统,技术成熟度和制造成熟度高达6级,准备后续用于立方星(CubeSat)的微推进。此外,洛克达因公司还借助增材制造技术研发了MPS-110,MPS-130,MPS-120XW,MPS-120XL及MPS-160系列微推进系统[4]。
同年,完全使用增材制造的发动机Baby Bantam通过试车考核,该发动机使用液氧煤油作为推进剂,推力仅2.3 t,是Bantam系列发动机中推力最小的。整台发动机仅由3个零件组成,研制成本减少65%[2]。
1.2 NASA应用进展
为了突破一批关键典型结构件的增材制造工艺,验证增材制造在新型号发动机研制中的应用可行性,NASA提出了“增材制造验证发动机(Additive Manufacturing Demonstrator Engine,简称AMDE)”计划。AMDE计划提出将发动机研制模式从传统的“分析-制造-测试”串行研制模式转变为“分析-制造/测试”并行研制模式,从而显著缩短研制周期,提高增材制造部件的技术成熟度,预计仅用两年半的时间研制出低成本的上面级空间发动机。
AMDE计划中的RS-25发动机Pogo Z弹簧隔板、涡轮泵诱导轮、柔性接头在使用增材制造后[5],加工周期和研制成本较传统加工方式均有显著降低,其中Pogo Z弹簧隔板减少64%制造成本和75%加工时间,诱导轮减少50%制造成本和80%加工时间,柔性接头经优化设计后零件数量从45个减少到17个,焊缝从70多条减少到26条,大大提高了可靠性。使用增材制造实现了诱导轮-离心轮、一二级叶轮的一体化成形。
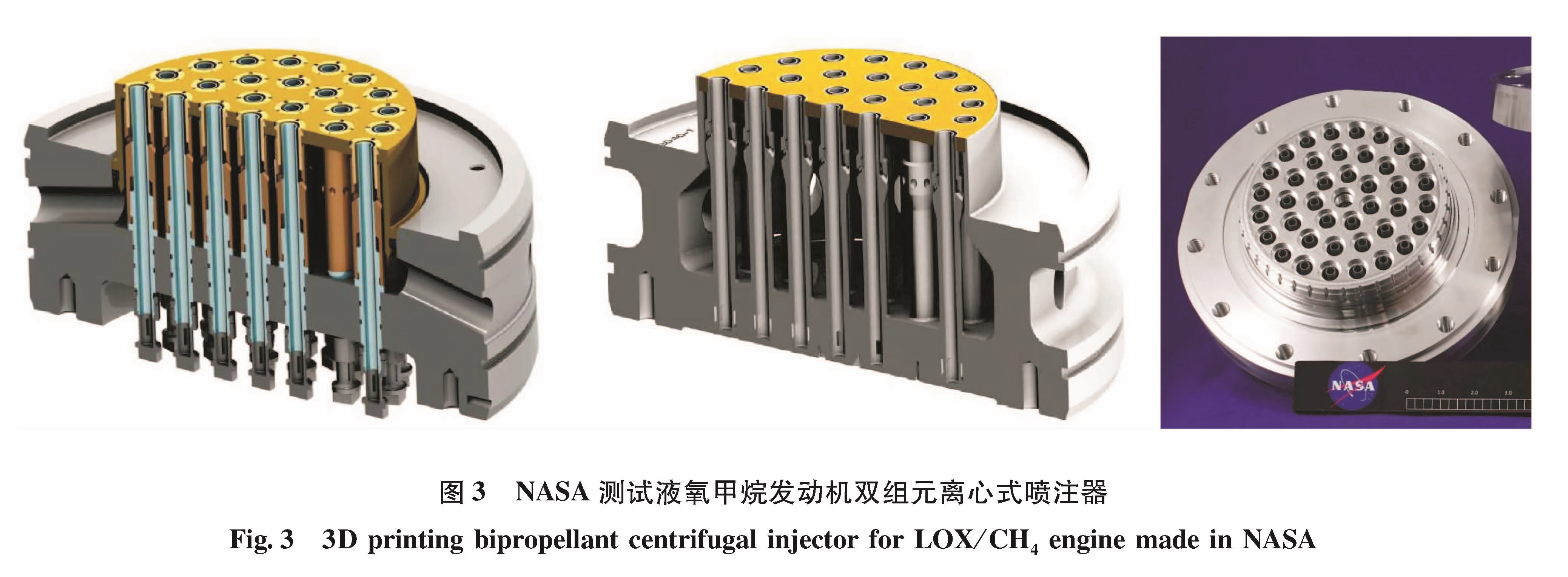
在AMDE计划中,NASA探索了增材制造喷注器工艺,对液氧甲烷发动机双组元离心式喷注器进行结构优化以满足增材制造工艺要求,如图3所示将切向孔方向与喷嘴轴线夹角改为45°,外底、中底和喷嘴合为一体,仅铜内底需后续钎焊装配,零件数量减到2个,产品成功通过热试车考核[6]。
图3 NASA测试液氧甲烷发动机双组元离心式喷注器
Fig.3 3D printing bipropellant centrifugal injector for LOX/CH4 engine made in NASA
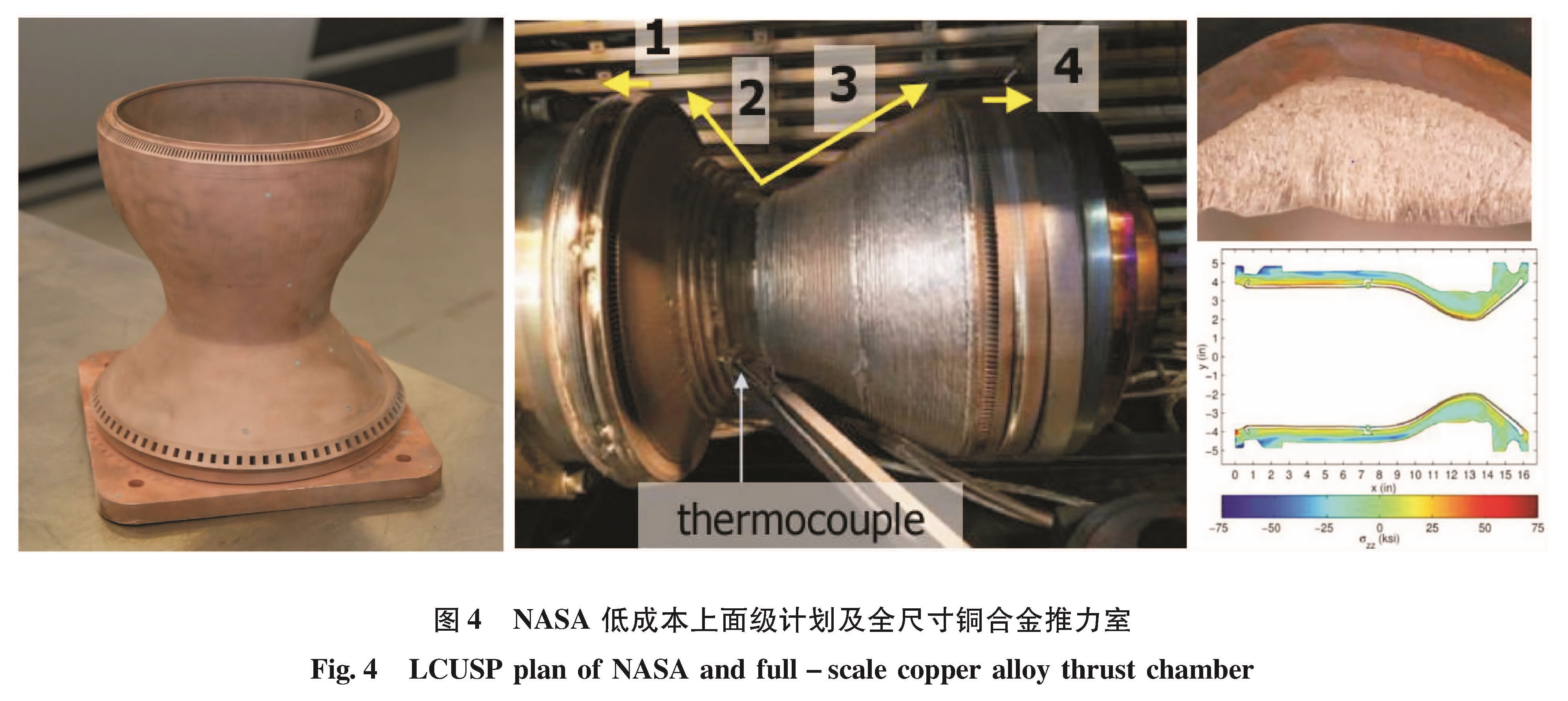
除了AMDE计划,NASA还在2015年启动了《低成本上面级推进系统课题研究(Low Cost Upper Stage Propulsion task,简称LCUSP)》[7],该课题由航天技术任务董事会下的“NASA颠覆性发展项目”赞助。LCUSP提出一种“组合增材制造技术”,即使用激光选区熔化成形技术(SLM)成形GRCop-84铜合金推力室夹层结构,随后借助电子束自由制造(EBF)方式在铜外壁通过电子束熔化丝材成形Inconel 625镍基高温合金外壁。这种铜-镍结构用于取代传统旋压+机加+钎焊方式,制造成本降低75%,大幅缩减研发周期,也有助于提高发动机可靠性。2015年耗时10天零18个小时制造了世界上第一个全尺寸的铜质推力室,在NASA兰利研究中心成形高温合金外壁后,顺利通过后续热试车考核。在此过程中,研究团队攻克了铜-镍基高温合金界面缺陷控制、高温合金外壁电子束成形路径优化等难题,保证了产品的内部质量,减小了残余应力(图4)。该项目同样资助了燃烧室、喷注器的激光选区熔化成形。
图4 NASA 低成本上面级计划及全尺寸铜合金推力室
Fig.4 LCUSP plan of NASA and full-scale copper alloy thrust chamber
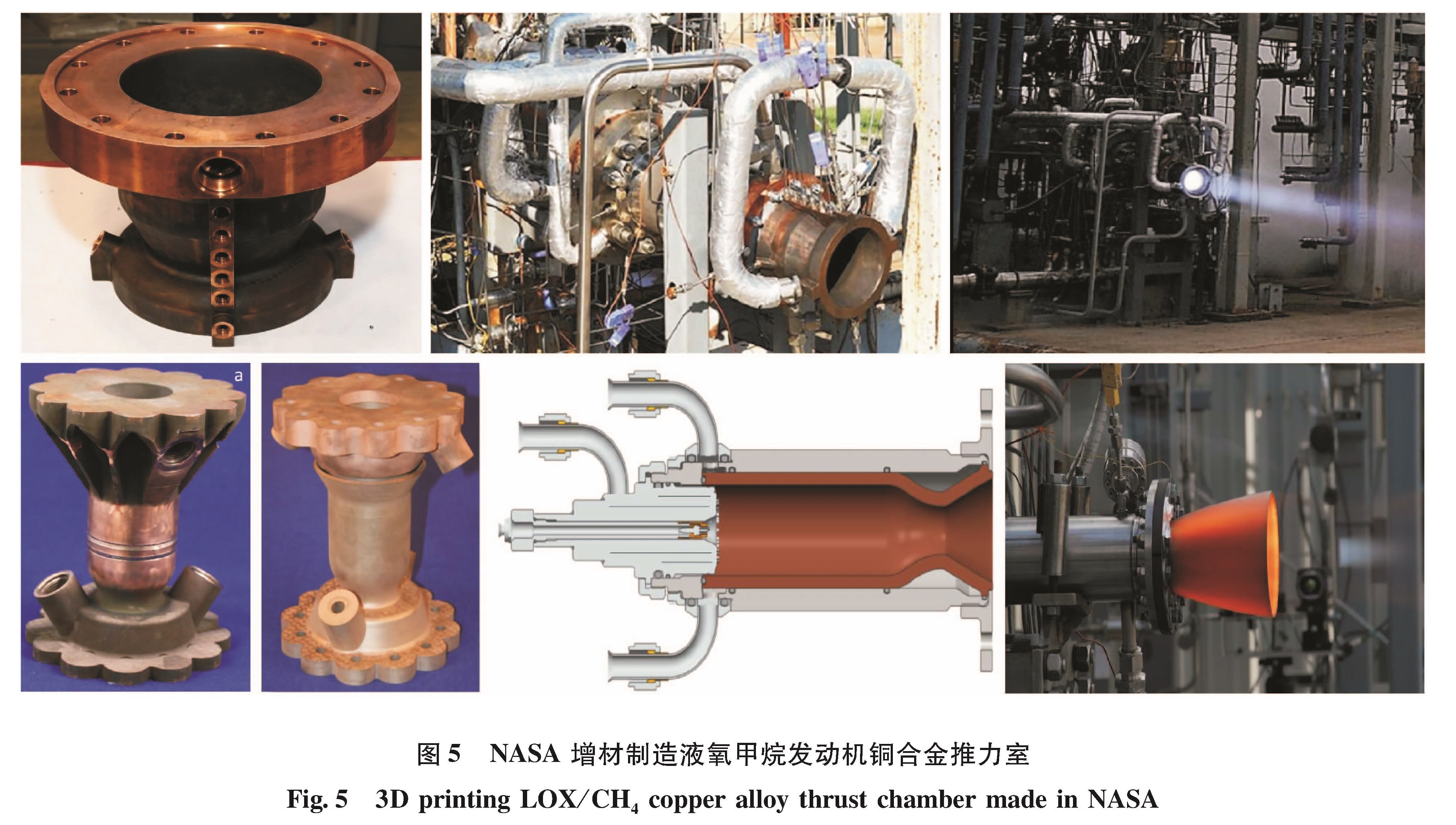
在LCUSP计划研究成果的基础上,NASA不断提高SLM成形铜合金的技术成熟度,推出了一系列产品,包括上面级液氧甲烷发动机,如图5所示。
此外,NASA还探索了微小槽的增材制造工艺,
图5 NASA 增材制造液氧甲烷发动机铜合金推力室
Fig.5 3D printing LOX/CH4 copper alloy thrust chamber made in NASA
成功成形出0.76~1.57 mm的再生冷却通道,产品顺利通过液流和热试车考核,并应用于Morpheus发动机推力室,制造周期缩短11个星期,制造成本降低30%[6]。
NASA还将增材制造技术用于涡轮泵转动件。2015年试车的增材制造上面级氢泵服役温度在-240 ℃,转速范围为500 00~920 00 r/min,单件产品累计试车250 s[6]。2016年测试了增材制造的甲烷涡轮泵,零件数量减少45%,工作环境为-159 ℃,可以产生447.42 kW,转速高达36 000 r/min,通过了6次试车考核,表现良好[8]。
1.3 空客防务与航天公司应用进展
2015年6月空客测试了世界上第一个增材制造铂铑合金推力室,共进行618次点火,累积试车时间超过1 h。
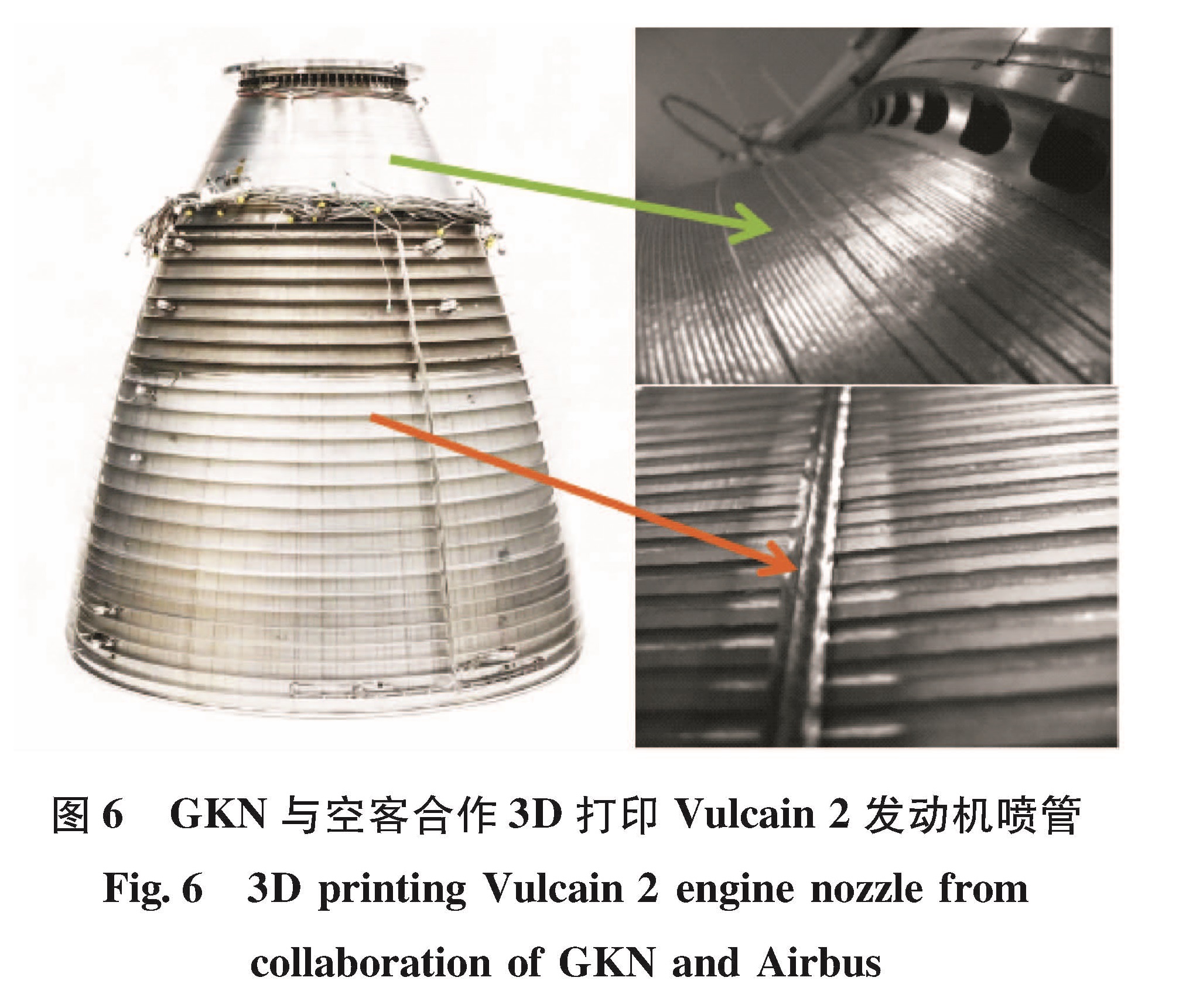
从2013年起与GKN航空航天公司合作开发阿里安6上面级Vulcain 2发动机喷管的新型成形工艺,使用激光焊代替钎焊制造铣槽式再生冷却结构,同时实现了喷管收扩段夹层外壁和扩张段加强箍的送丝式激光熔化沉积(LMD)成形。喷管出口直径2.5 m,超过15 000 m的Inconel 625高温合金丝材被沉积在喷管上,零部件数量减少90%,降低了40%的成本和30%的交付时间,产品已成功进行两次热试车考核[9]。
图6 GKN与空客合作3D打印Vulcain 2发动机喷管
Fig.6 3D printing Vulcain 2 engine nozzle from collaboration of GKN and Airbus
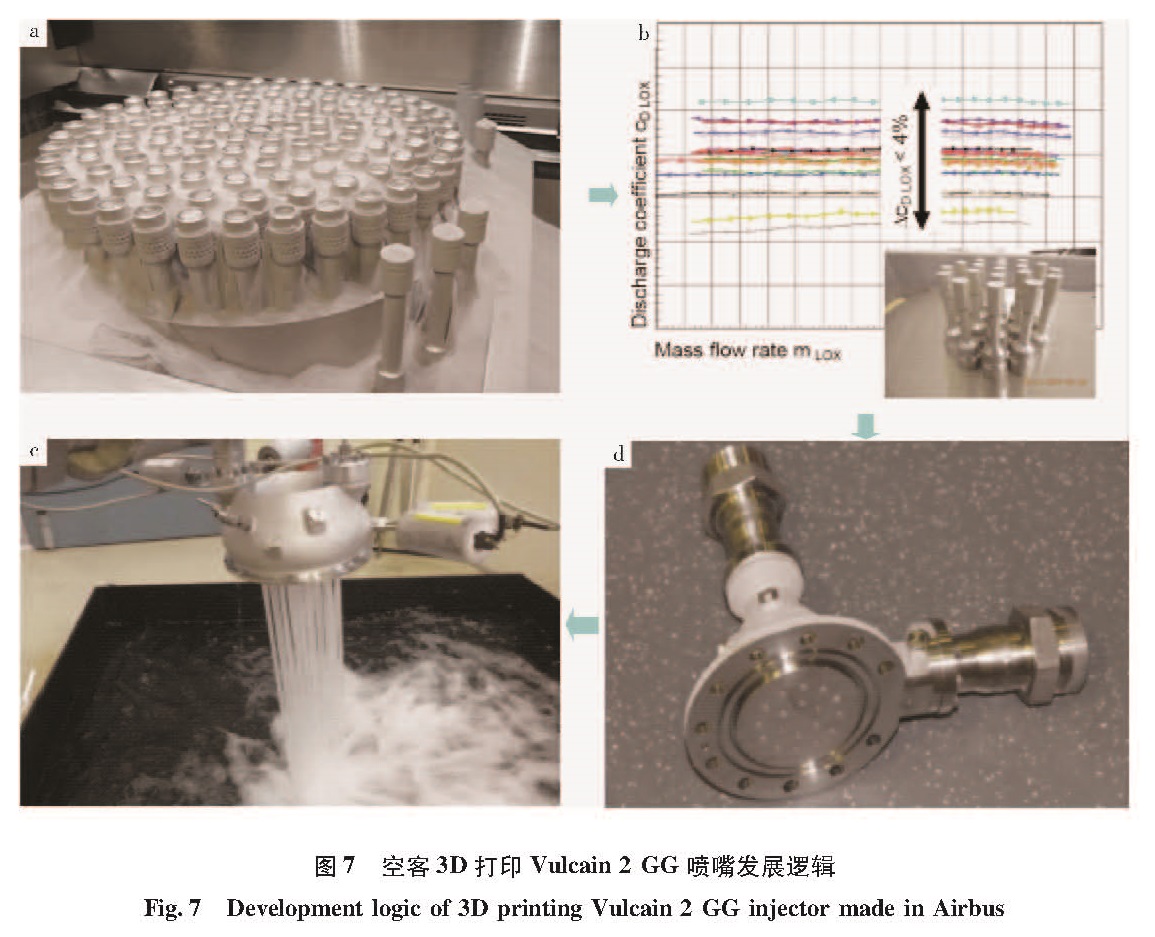
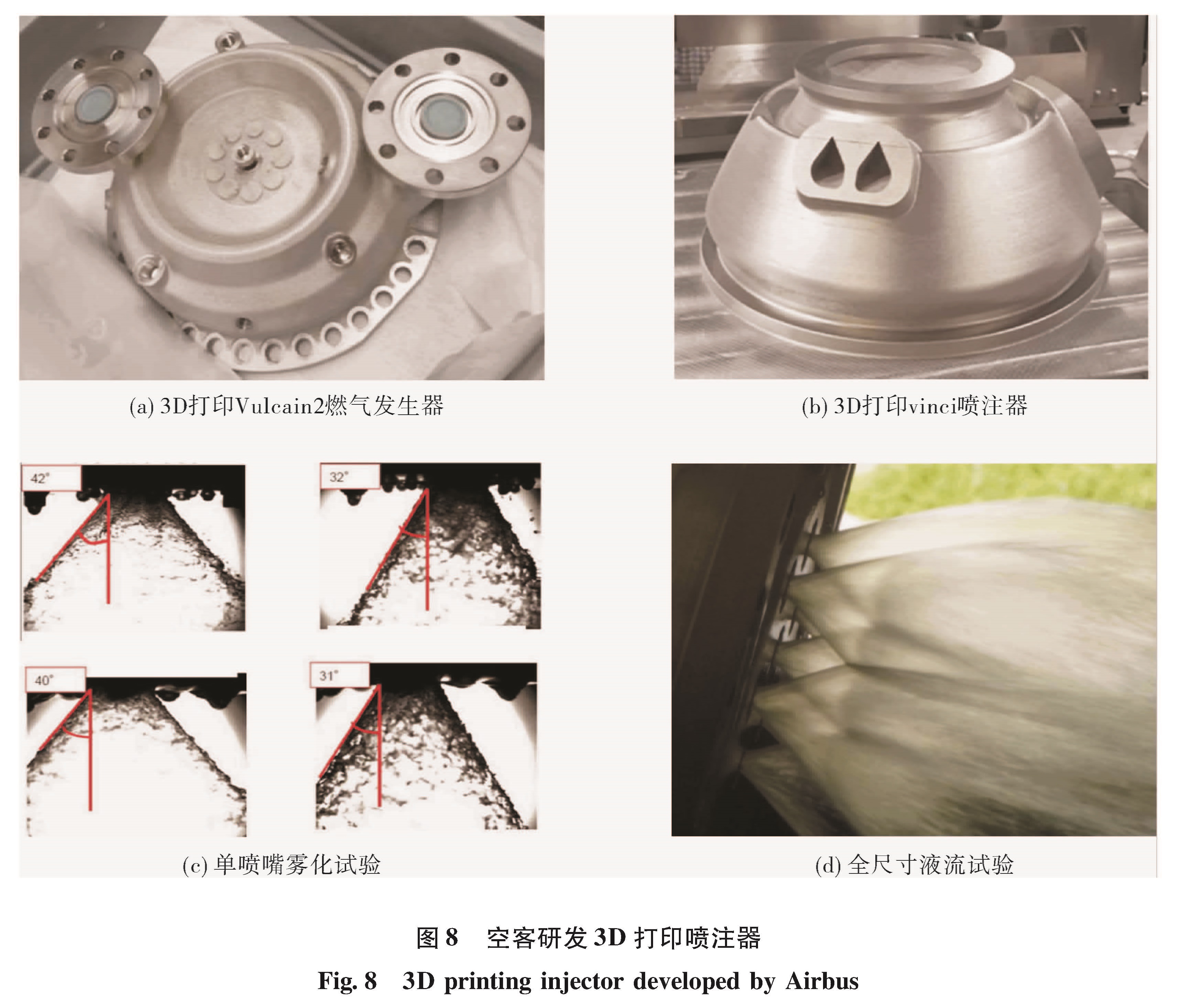
喷注器的制造水平影响着整台发动机雾化、混合及燃烧质量,为有效防止串腔,提高喷注器工作可靠性,最优的成型方案是在保证复杂流路尺寸精度及表面质量要求下整体成型。由于产品结构复杂、流体性能要求严格,使用增材制造难度极大。空客公司对增材制造阿里安6上面级Vulcain 2发动机燃气发生器喷注器做了细致的研究[10-11]。对喷注器设计(喷嘴孔径)不断迭代优化,依次进行了单喷嘴液流试验、试件点火试验以及全尺寸液流试验。结果表明优化设计后的喷嘴无需经过后续表面光整处理即可满足流阻、压降要求,燃烧效率与以往机加方案相当,这对增材制造研制整体喷注器具有重大启迪意义。图7为研究逻辑图。在此研究的基础上,空客公司进一步研究了增材制造的喷注器小孔优化设计前后喷雾特性,并与传统机械加工的喷嘴液流试验进行对比,结果表明三者相差不大,增材制造的喷嘴无需进行结构形式上的优化设计和表面光整处理即可满足液流要求。部分研究成果见图8,并被进一步应用于Vulcain 2发动机燃气发生器和Prometheus上面级、Vinci上面级发动机推力室喷注器[12]。
图7 空客3D打印Vulcain 2 GG喷嘴发展逻辑
Fig.7 Development logic of 3D printing Vulcain 2 GG injector made in Airbus
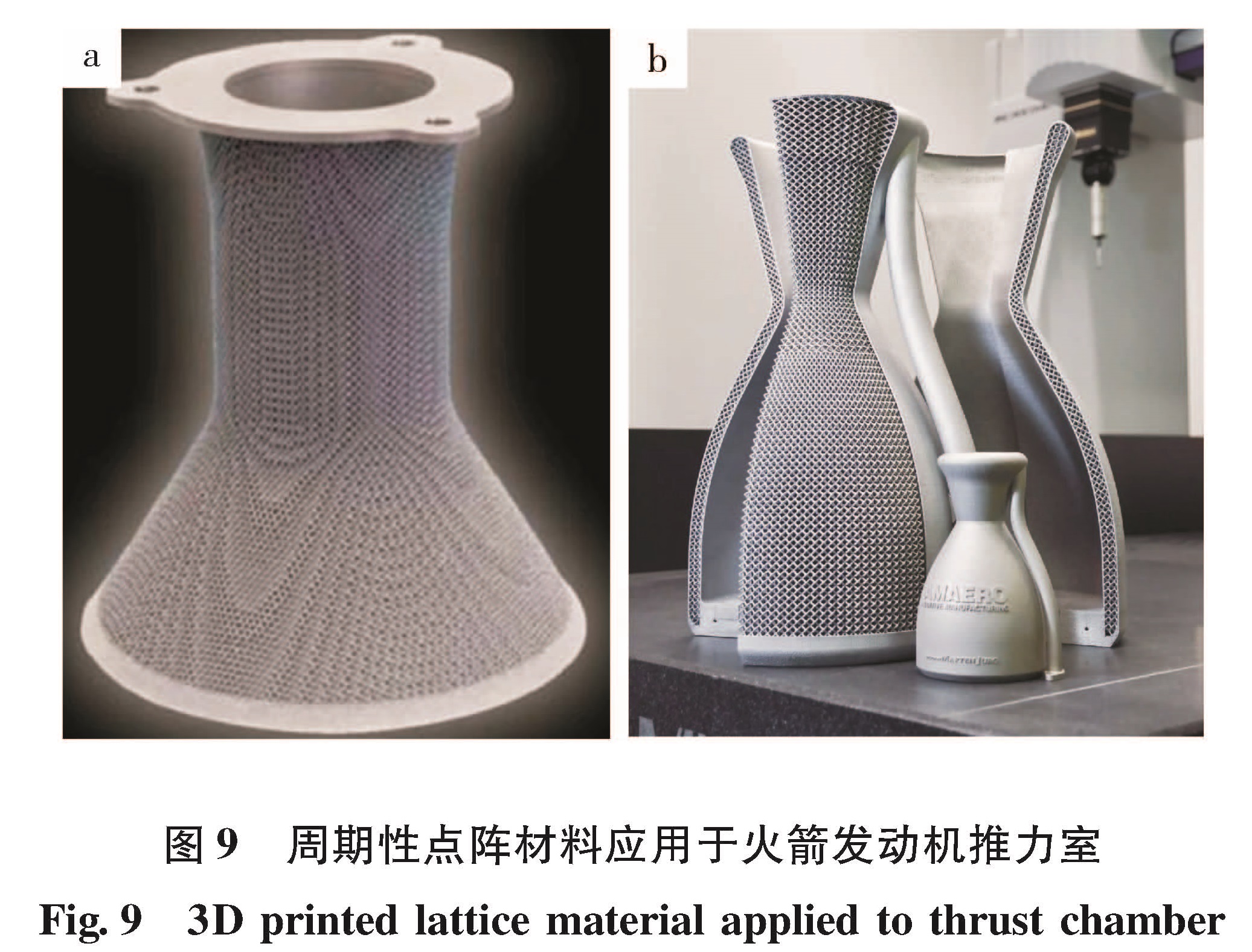
空客与3D SYSTEM公司合作,开发了新型卫星推进器辐射冷却喷管(图9),这是点阵结构首次应用于液体火箭发动机的报道,随后澳大利亚莫纳什大学也推出一种轻量化火箭发动机喷管,在减重同时增大了辐射冷却面积,实现高效换热。
1.4 商业航天公司应用进展
在当下竞争激烈的国际航天发射市场,私营商业航天公司异军突起,借助增材制造技术加快新型号的研发和应用。
2013年SpaceX公司成功通过EOS激光选区熔化设备制造龙飞船SuperDraco发动机[13],该发动机是龙飞船发射中止系统(LAS)的重要装置,能在龙飞船发射失败时帮助宇航员逃逸,单台最大推力为6.8 t,推力可在20%~100%调节并多次启动,共有8台。目前已进行80次热试车,总时间超过300 s。 SLM成形猎鹰9号火箭merlin1D发动机主氧化剂阀门(MOV),周期从数月缩短至不到2 d,最终于2014年1月6日飞行。这是SpaceX公司的增材制造产品首次通过飞行考核[13]。在2016年最新推出的世界上第一款“全流量分级燃烧循环”300 t级液氧甲烷发动机猛禽Raptor中,推进剂阀、涡轮泵和喷注器组件采用增材制造,占发动机总重30%,已通过试车考核。
蓝色起源公司推出BE-4液氧甲烷发动机,其
图8 空客研发3D打印喷注器
Fig.8 3D printing injector developed by Airbus
图9 周期性点阵材料应用于火箭发动机推力室
Fig.9 3D printed lattice material applied to thrust chamber
中氧增压泵(壳体为铝合金,叶轮为镍基高温合金)、涡轮喷嘴和转子均使用增材制造。图 10为spacex与A蓝色起源公司增材制造的产品。
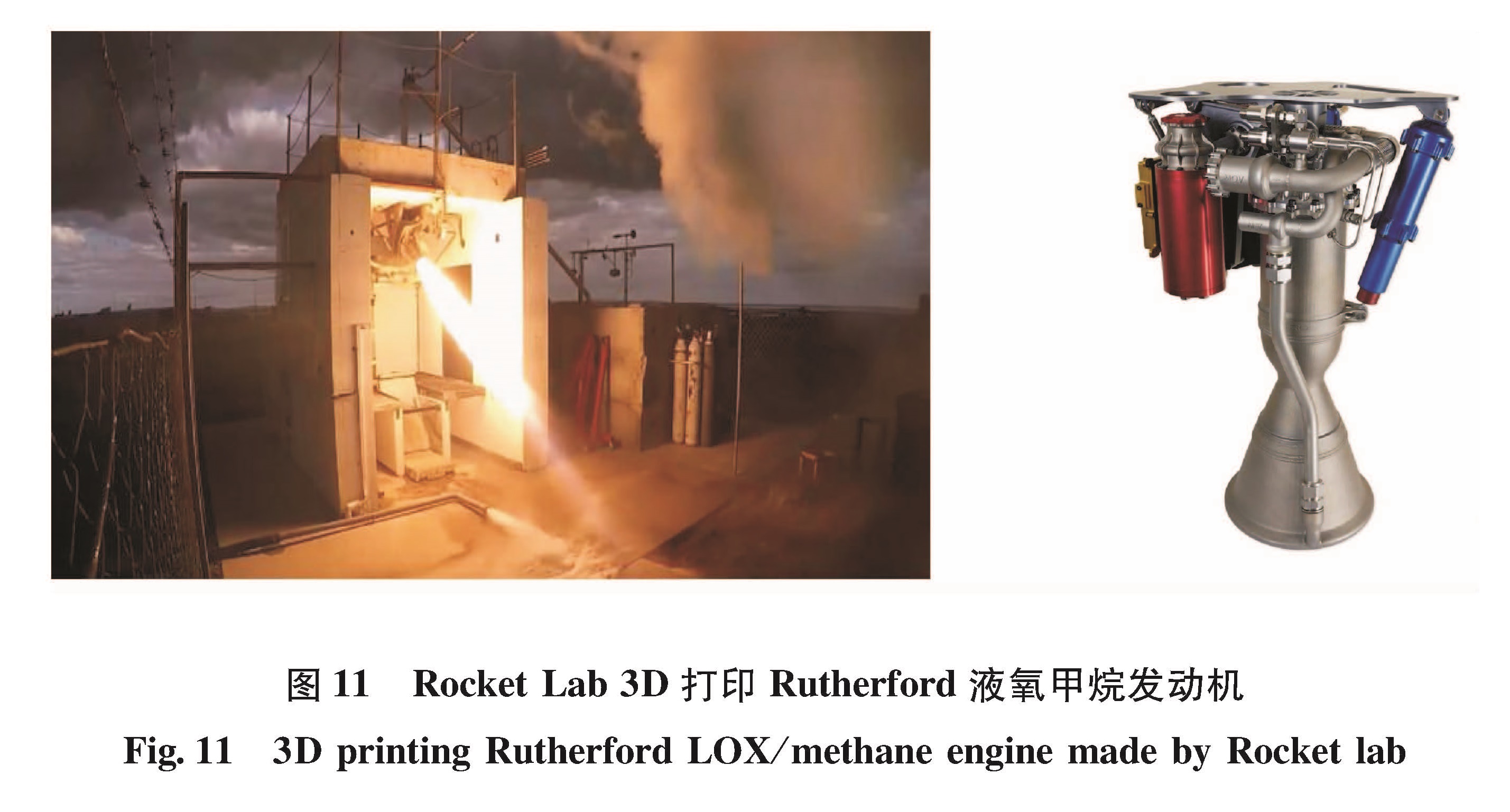
新西兰商业火箭公司Rocket Lab推出了世界上首枚使用电动泵的火箭Electron,其Rutherford液氧甲烷发动机中使用电子束选区熔化(EBM技术)完成了发动机燃烧室、泵、阀门和喷注器的制造(图 11),于2017年5月25日进行了飞行考核,一二级成功分离,但最终未能将有效载荷送至近地轨道。
Vector Space System公司开发造价100万美元的微型商业运载火箭,其中液氧丙烯发动机喷注器采用整体增材制造成形,2016年12月试车成功,2017年6月火箭首飞成功。