收稿日期:2017-02-22
作者简介: 王晓锋(1976—),男,博士,高级工程师,研究领域为液体火箭发动机涡轮泵设计
作者简介: 王晓锋(1976—),男,博士,高级工程师,研究领域为液体火箭发动机涡轮泵设计
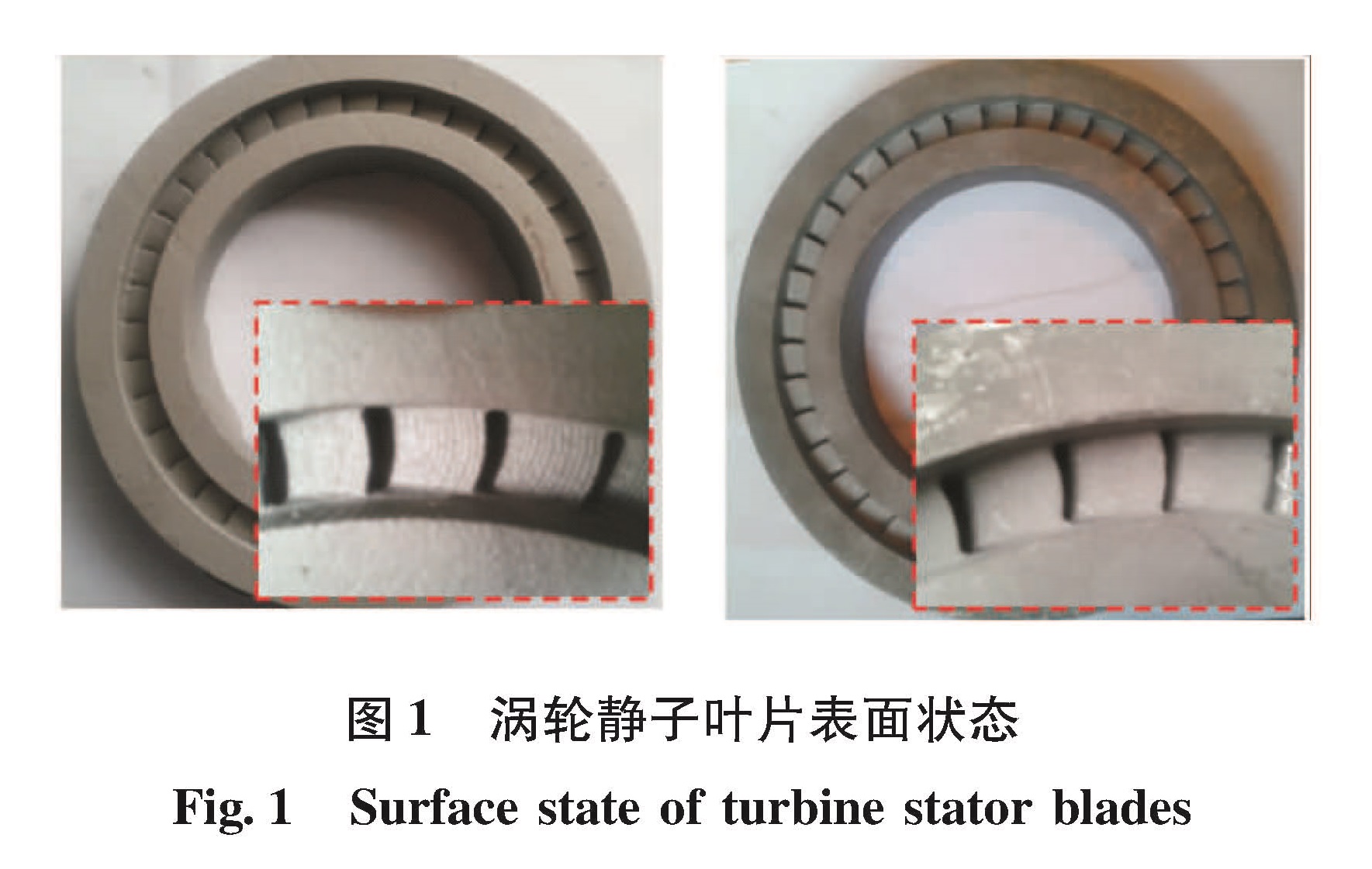
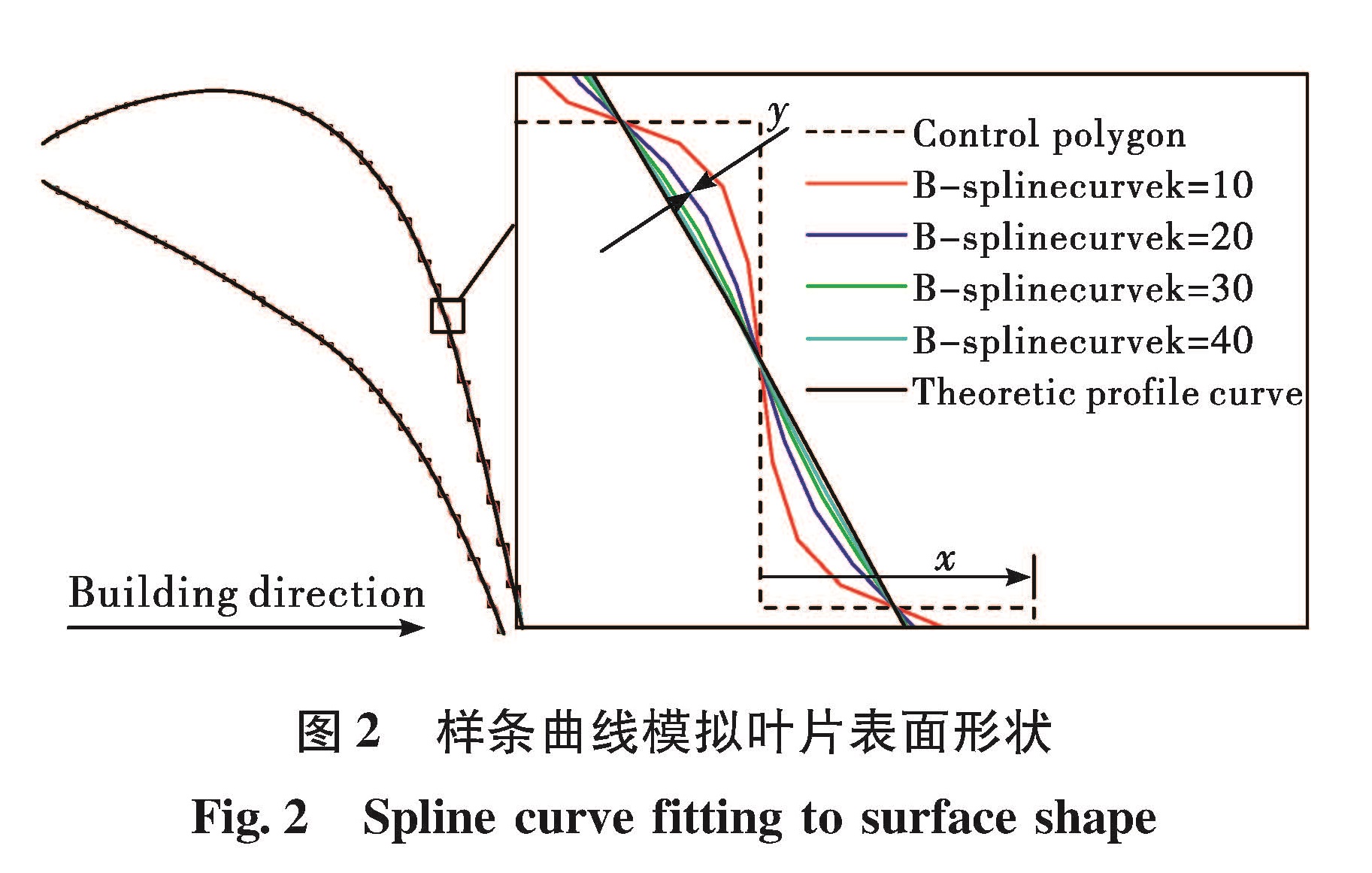
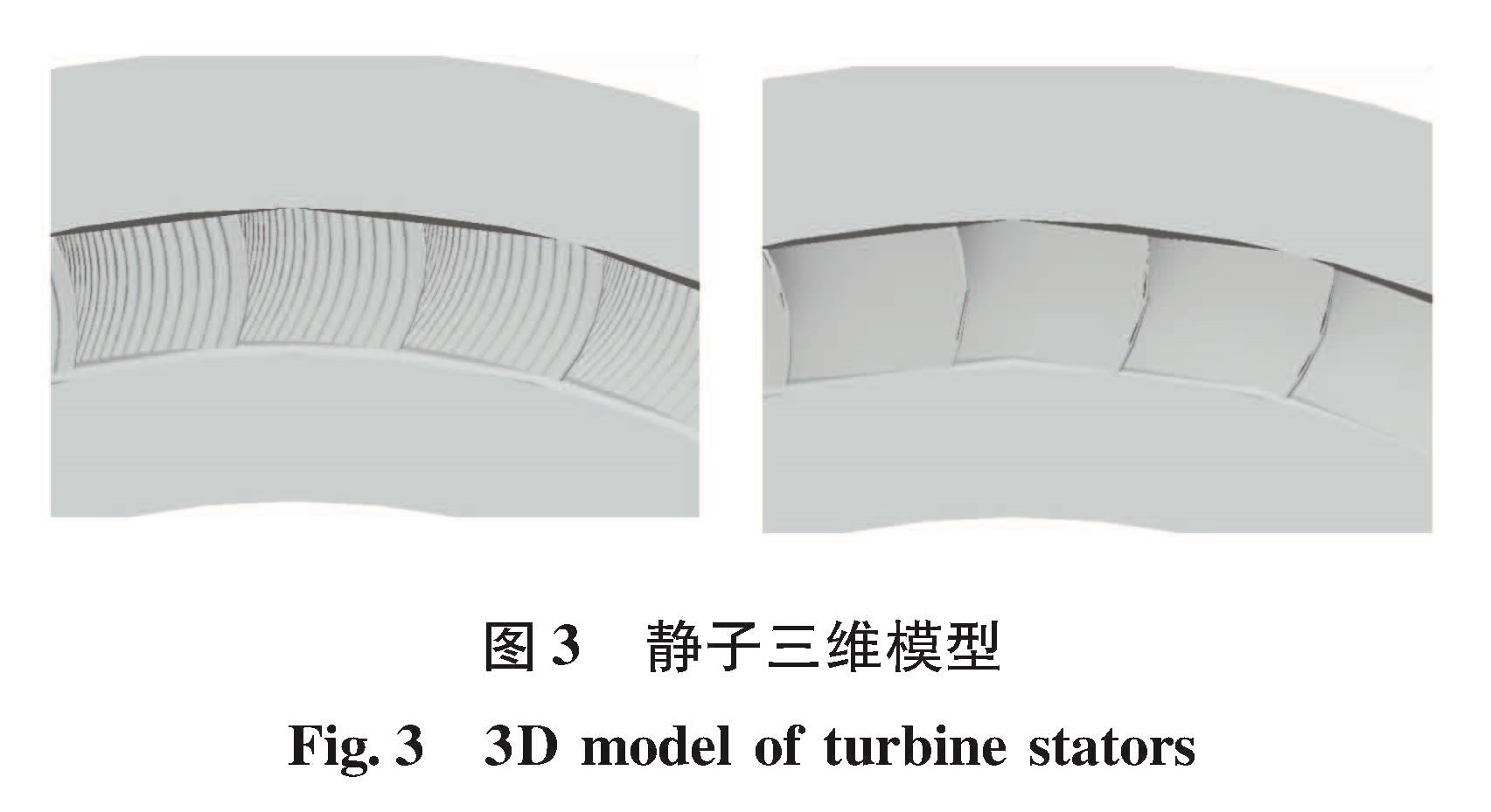
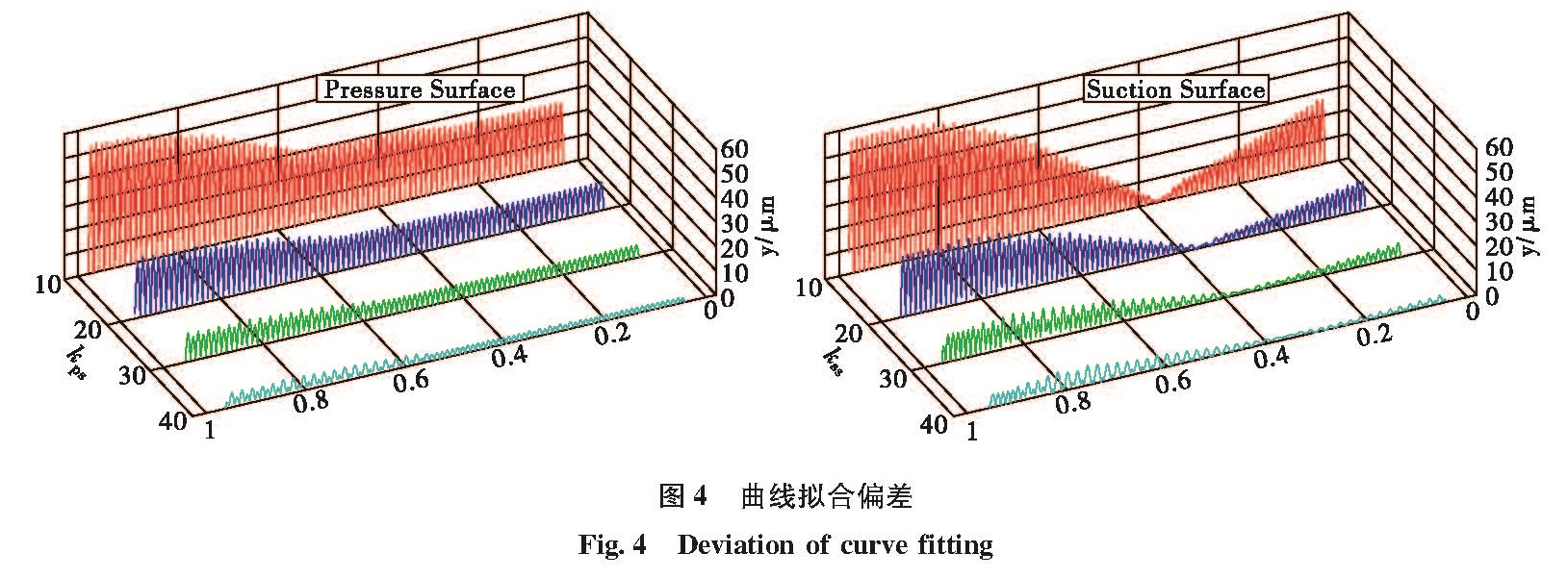
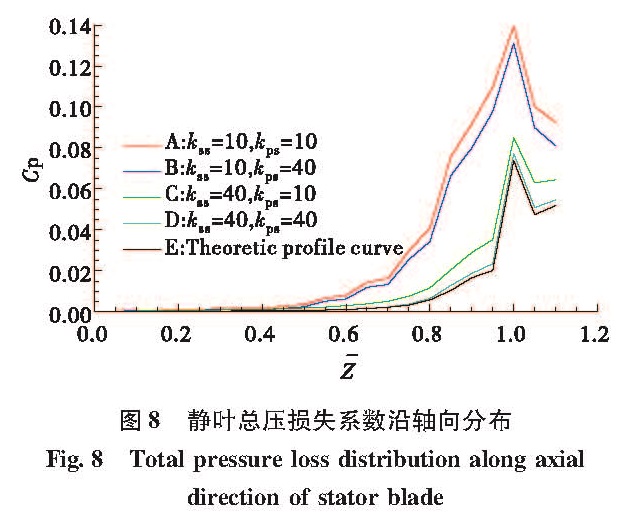
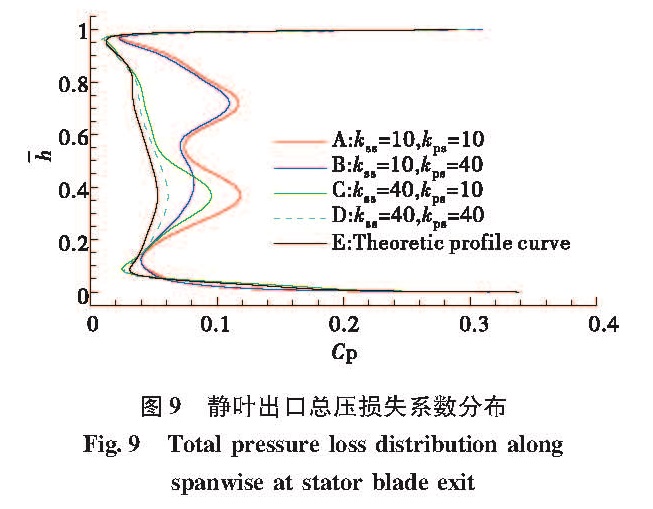
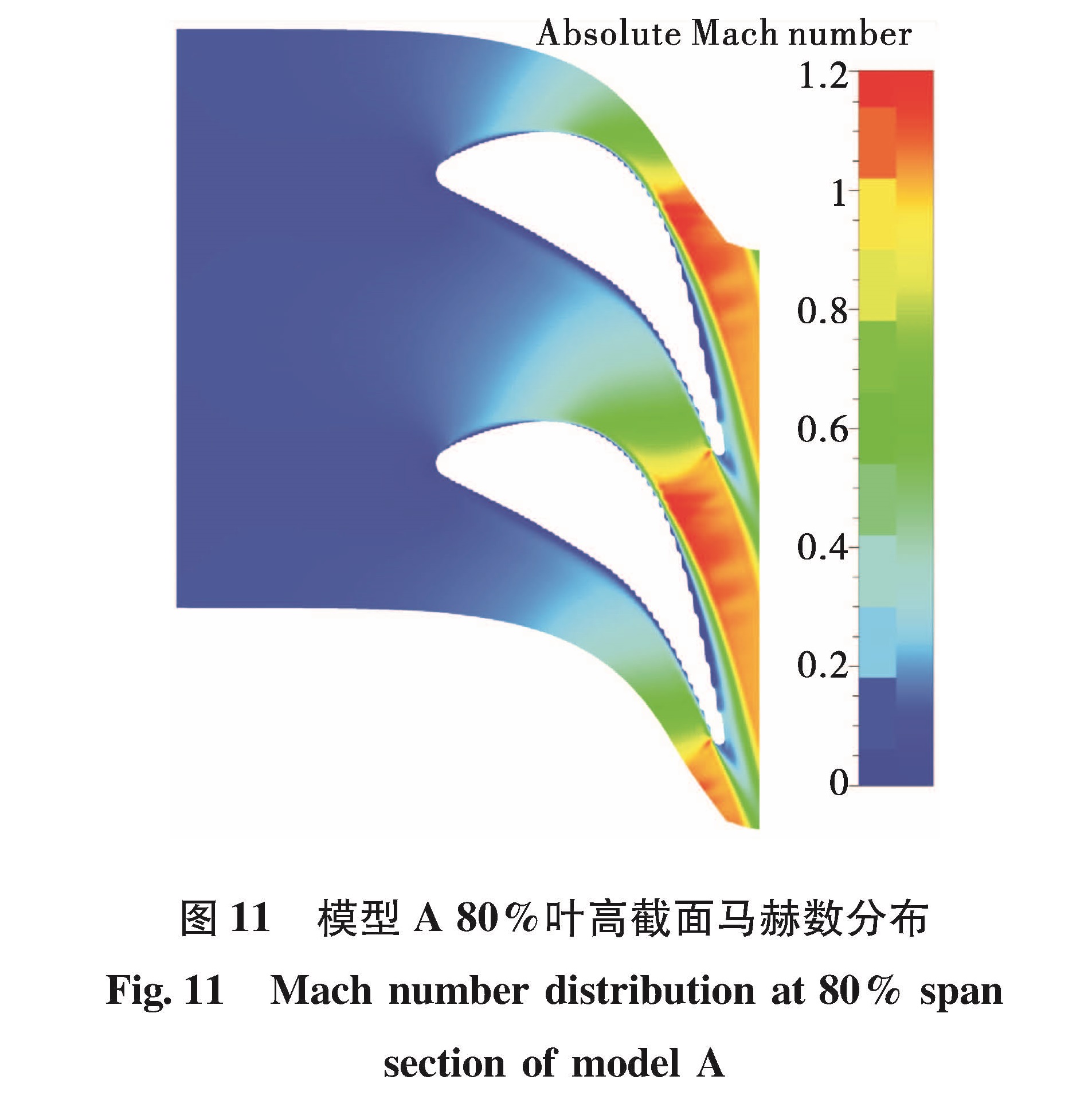
涡轮静子蜡模成型工艺的改变,导致静子叶片表面状态有很大不同。在分析具体快速成型工艺原理的基础上,利用均匀B样条曲线构造不同表面状态的叶片型线,并进行内部流场数值模拟。结果 表明,叶片表面越光滑,涡轮性能越接近理想设计状态。吸力面表面状态对涡轮性能的影响更明显,随吸力面光滑程度的增加涡轮效率和流通面积分别增大12%和3%。
The stator blade of a turbine often behaves different surface state due to the change of wax molding process.Based on analyzing the specific process principle of rapid prototyping, the blade profiles with different surface state were structured by means of average B-spline curve, and the numerical simulations of internal flow field were carried out to investigate the effect of stator blade surface state on turbine performance.The results show that, the smoother the stator surface is, the closer the turbine performance reaches to the ideal design condition.The influence of the suction surface condition on the turbine performance is very evident.The turbine efficiency and flow area are respectively increased by 12% and 3% as the smoothness of suction surface is increased.