收稿日期:2018-07-18
基金项目:装发部预先研究项目(41410040202)
作者简介:穆朋刚(1983—),男,博士,高级工程师,研究领域为液体火箭发动机结构动力学设计及分析
基金项目:装发部预先研究项目(41410040202)
作者简介:穆朋刚(1983—),男,博士,高级工程师,研究领域为液体火箭发动机结构动力学设计及分析
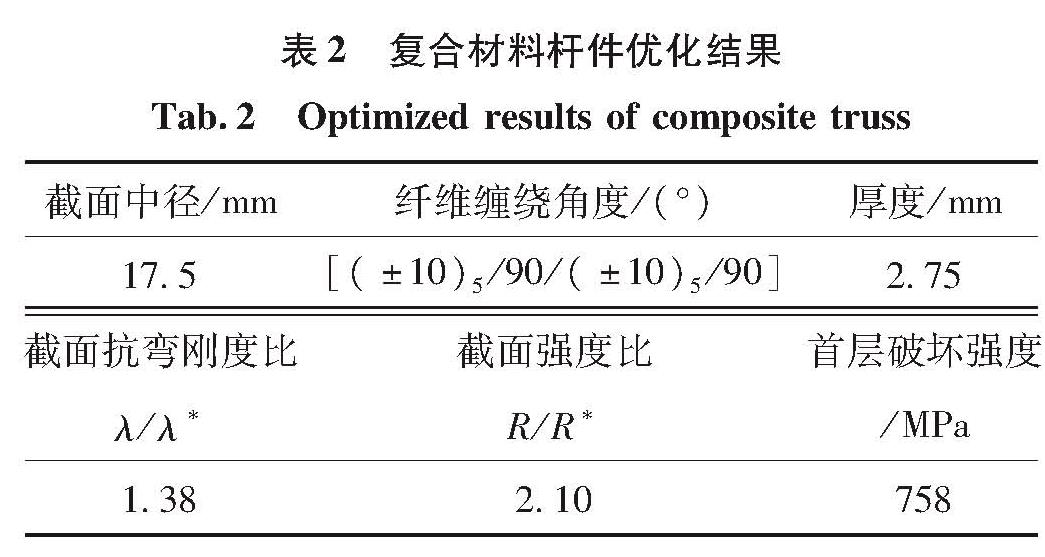
为进一步降低某上面级发动机机架结构质量,对其高强度钢的桁架式机架开展了以复合材料替代金属的设计方案研究。通过对原金属桁架式机架力学设计特性分析,在保持原结构对接参数及外形尺寸不变的情况下,提出了一种碳纤维/环氧树脂复合材料机架的设计方案,并重点对杆件结构进行详细设计及影响参数分析。首先,采用基于Matlab软件的遗传算法优化工具箱对杆件截面尺寸及纤维缠绕角度优化,然后对接头结构进行设计,并组装成复合材料整体机架,对强度、刚度及稳定性等参数分析及校核。研究结果表明:新设计复合材料机架在满足原机架基本设计要求基础上,相对于原机架实现了40%以上的减重。研究方法可为复合材料桁架结构设计研究提供借鉴。
The thrust frame is a key transition component transfering the thrust from liquid rocket engine to the launch vehicle, and it performs an important role in the overall layout and transportation of the engine.In order to further reduce the structural weight of an upper-stage engine frame, the design scheme of composite thrust truss is investigated to substitute for high-strength steel frame.Based on the mechanical characteristic analysis for the original metal truss frame, a new structure scheme of carbon fiber/epoxy composite frame is proposed while the interface parameters and structure dimensions are same, and the detailed design together with affecting factors analysis are further studied.Firstly, section parameters and fiber winding angles of composite truss were optimally designed using the genetic algorithm toolbox of Matlab software.Secondly, the composite joints were designed by material equivalent method and the whole composite thrust truss was assembled.Finally, its strength, stiffness and stability were all evaluated.The results show that the newly designed composite frame achieves more than 40% weight loss on the basis of meeting the basic design requirements.The proposed method can provide reference for the structure design of composite truss structure.