收稿日期:2020-01-09
基金项目:国防技术基础科研项目(JSZL2019203A003)
作者简介:吴霖(1988—),男,硕士,高级工程师,研究领域为涡轮泵技术。
基金项目:国防技术基础科研项目(JSZL2019203A003)
作者简介:吴霖(1988—),男,硕士,高级工程师,研究领域为涡轮泵技术。
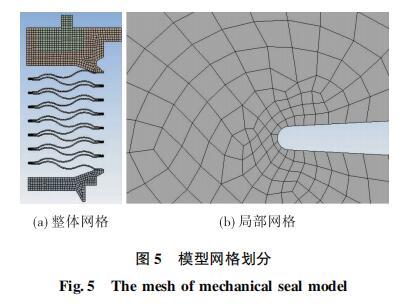
膜盒式端面密封在低温液体火箭发动机涡轮泵中有着广泛的应用,作为直接影响密封工作稳定性及涡轮泵的工作可靠性的重要参数,端面比压、膜盒平衡直径等等如何选取一直是密封设计的重要工作。本文以某型低温液体火箭发动机涡轮泵的膜盒式端面密封为研究对象,研究压缩量、工作压力对膜盒应力分布、平衡直径、载荷系数和端面比压的影响。应用有限元法建立了膜盒应力分析模型,得到了不同压缩量和充压压力下膜盒的应力分布和端面压紧力,分析膜盒平衡直径随压力增大而显著下降的机理。结合理论分析,开展比压测量装置设计和测量,验证数值仿真得出的规律,并发现现有产品的实际平衡直径比理论计算要小。最后基于仿真和测试结果对现有端面密封方案进行改进,通过台架运转试验验证仿真、测量以及改进方案的准确性,为低温液体火箭发动机涡轮泵用密封端面比压的选取提供了更为合理可行的方法。
As a typical structure, metal bellows mechanical seal is extremely widely used in liquid rocket engines. In this paper, the influence factors of metal bellows mechanical seal were analyzed by numerical simulation,such as amount of compression operation pressure,balance diameter, load coefficient and face pressure ratio. The finite element model was built. And the effect of the diameter on deformation and stress of metal bellows under the given condition was obtained. Some conclusion were obtained by simulation. According to the research, the test equipment was designed to testify simulation result. According to result tested,the method of reducing the face pressure ratio is used in the new mechanical face seal, and the meliorated face seal have passed the hot-fire test of the rocket engine.The result proves that new design proposal in this paper can calculate accurately mechanical seal face pressure ratio.The proposal metioned in the paper could be used to design the mechanical seal in the liquid rocket engine turbopump.