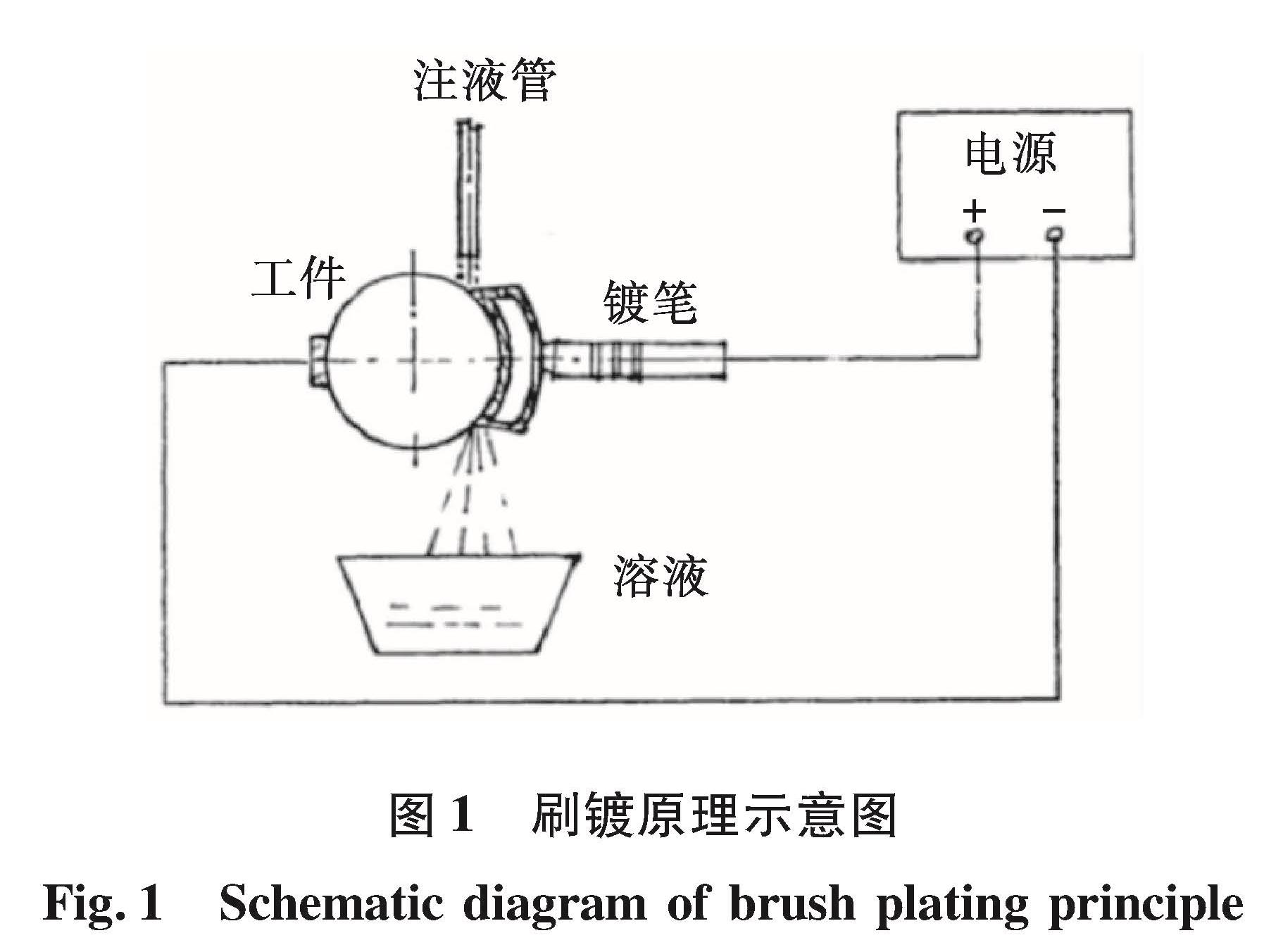
2.1 刷镀铜电结晶机理
刷镀铜和电镀铜虽然都可以获得铜镀层,但相关机理尤其是电结晶方面还有着一定的区别。为了研究刷镀铜工艺与电镀铜工艺的电结晶机理区别,制备刷镀铜层试验件和电镀铜层试验件。刷镀铜电压6~8 V,线速度18 m/min,刷镀25 min,试片铜层厚度为23~25 μm; 电镀铜电流密度2.2 A/dm2,电镀覆时间65 min,试片铜层厚度为23~25 μm。对试片在同样放大倍数的情况下进行金相观察,如图4所示。
图4 不同镀层的组织形貌
Fig.4 Microstructure and morphology of different coatings
经能谱分析,刷镀铜和电镀铜试片表面铜镀层均为纯净的铜,均未见杂质元素存在。经金相分析,刷镀铜层组织为细小的等轴晶[见图4(a)]; 电镀铜镀层组织为垂直于生长面的相对粗大的柱状晶[见图4(b)]。在金相学中,对于一个晶粒在一个方向上特别长的是柱状晶,对于一个晶粒均匀细小且各个方向尺寸都相差不大的是等轴晶。
电沉积过程是一个相当复杂的过程,它包括金属与溶液界面间发生的各种过程和电极上的电结晶过程。金属的电结晶是金属形成晶核和晶核成长的过程。与一般盐类自溶液中结晶的过程相似,形成晶核都是一个形成新相的过程。在金属结晶过程中,整个体系的自由能变化关系为
RTlnC/(Cs)=(2σV)/(rk)(1)
式中:C为过饱和溶液的浓度; Cs为饱和溶液的浓度; σ为在T温度时溶液与晶粒间的界面张力; V为晶体的摩尔体积; rk为晶核的临界半径尺寸。
由式(1)可知,溶液的过饱和度(C/Cs)越大,晶核的临界半径尺寸就越小,从而形成的晶粒尺寸就更小。
在金属电沉积过程中,阴极的平衡状态为溶液的饱和状态,而阴极的过电位则相当于溶液的过饱和度。在电结晶时,阴极的过电位越大,形成的晶粒也越细。在刷镀过程中有着较大的电流密度,该电流密度为常规槽体电镀的10~20倍,因此在较高的电流密度下,阴极极化程度也较高,镀层形成的晶粒也更为细致。
在电化学反应过程中,整个电极过程中电子的转移速度由于存在一定困难而表现出来的极化就是电化学极化。在电极电位离开平衡电位的不同程度或方向,也就产生了阴极极化和阳极极化。电化学反应过程中阴极极化的程度对金属电结晶的过程有着重要影响。在电镀过程中,远、近阴极和阳极之间的电压是相同的,均由两部分组成,即阳、阴极电位差和阴、阳极之间镀液内部的电压,由此可得
V远阴极=V近阴极=V=(Φ阳极-Φ阴级)+V内(2)
V内=IR=ρIL(3)
式中ρ为比电阻,为固定常数。
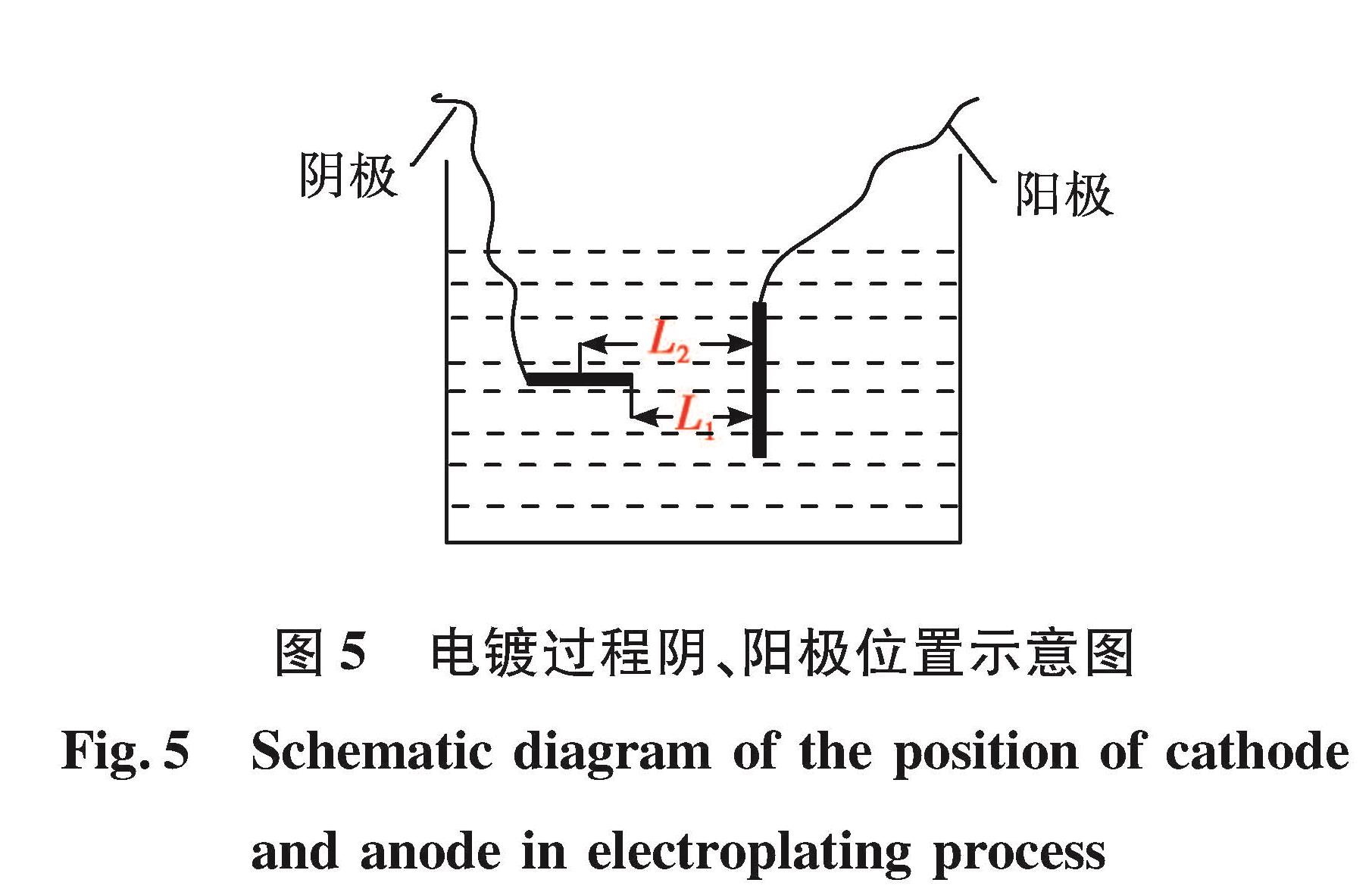
以图5的阴、阳极位置模型计算,假设近阴极电位为Φ1,远阴极电位为Φ2,阳极电位为ΦA,L1、L2分别为近阴极、远阴极与阳极的距离[25],因此将式(3)代入(2)中可得
(ΦA-Φ1)+ρI1L1=(ΦA-Φ2)+ρI2L2(4)
可进一步简化为
-Φ1+ρI1L1=-Φ2+ρI2L2(5)
Φ1=Φ2+(Φ1-Φ2)=Φ2+ΔΦ=
Φ2+ΔI(ΔΦ)/(ΔI)=Φ2+(I1-I2)(ΔΦ)/(ΔI)(6)
图5 电镀过程阴、阳极位置示意图
Fig.5 Schematic diagram of the position of cathode and anode in electroplating process
又由L2=(L2-L1)+L1=ΔL +L1,结合式(5)、式(6)可得
(I1-I2)(ΔΦ)/(ΔI)+ρI1L1=ρI2(ΔL+L1)(7)
即
(I1)/(I2)=1+ΔL/(1/ρ(ΔΦ)/(ΔI)+L1)(8)
对于刷镀过程而言,阴、阳极处于均匀的面接触,因此在整个过程中,阴极各点处的电流是相同的,即(I1)/(I2)=1,继续简化可得
ΔL/(1/ρ(ΔΦ)/(ΔI)+L1)=0(9)
由式(9)可知,在阴极不同部位距阳极距离一定(即L1一定)时,可看出(ΔΦ)/(ΔI)趋近于无穷大,即阴极极化程度相当大。
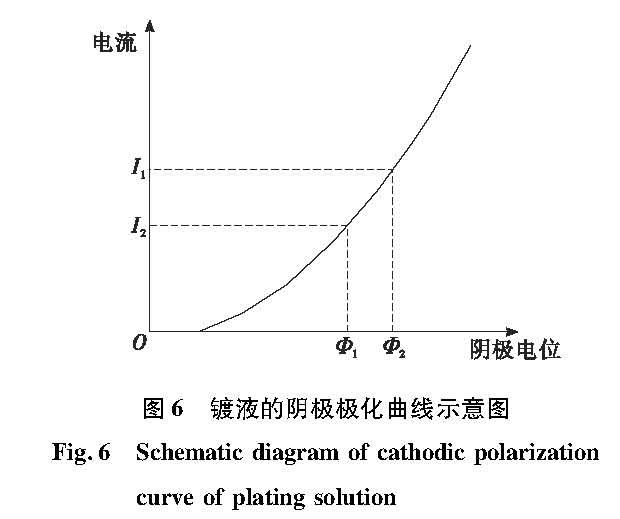
由此可知,在刷镀过程中较大的阴极极化程度促使镀层晶体生长更为细致的等轴晶,镀层结晶也更为细致。镀液的阴极极化曲线如图6所示。
图6 镀液的阴极极化曲线示意图
Fig.6 Schematic diagram of cathodic polarization curve of plating solution
2.2 刷镀工艺参数
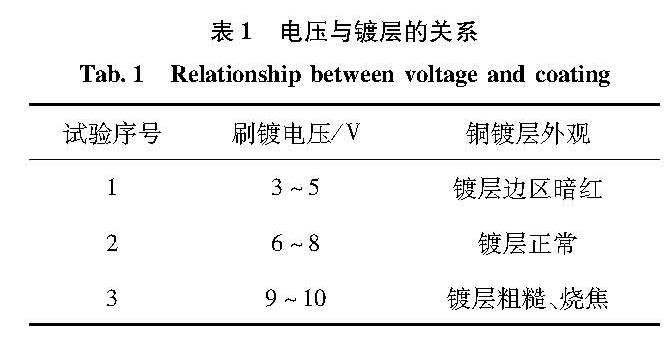
与电镀不同,刷镀过程中的电流值不是一个可调节的独立工艺参数,与刷镀溶液种类、镀液温度、刷镀笔的润湿程度、刷镀笔与工件的接触面积、刷镀笔电阻和工件电压等有着直接的关系。因此,在刷镀过程中电压处于恒定状态,根据零件状态确定最佳的电压值。工作电压作为刷镀过程中的一项主要参数,需要根据镀液种类、零件状态等确定电压值。当工作电压较低时,刷镀层颜色暗淡; 当工作电压较高时,刷镀层容易出现镀层粗糙甚至镀层烧焦等现象。
结合日常生产所获得的试验数据及刷镀铜溶液的本身性质,为了获得最佳的刷镀铜电压工艺参数,将电压控制在3~10 V范围内进行调节,对试验件进行刷镀30 min,得出刷镀电压与镀层状态的具体关系,如表1所示。
表1 电压与镀层的关系
Tab.1 Relationship between voltage and coating
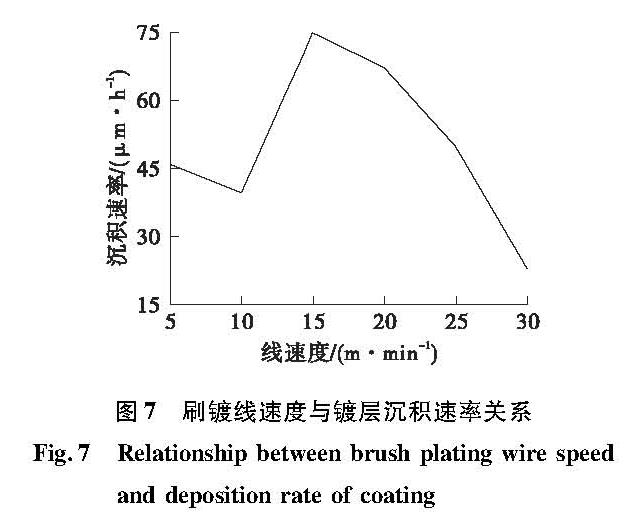
在刷镀过程中,阳极与零件的相对运动速度(线速度)是一个极其重要的工艺参数。每一种刷镀溶液在刷镀时阳极与零件均应保持一定的相对运动速度。当相对运动速度太低时,在同样刷镀电流下,镀层容易出现烧焦现象; 相对运动速度太高时,会使刷镀过程中的电流效率降低,导致镀层沉积速率较低,甚至出现无镀层的现象。刷镀线速度与镀层沉积速率的关系如图7所示。
图7 刷镀线速度与镀层沉积速率关系
Fig.7 Relationship between brush plating wire speed and deposition rate of coating
从图7中可以看出,随着阳极与零件相对运动速度的增加,刷镀层的沉积速率整体呈现出先增加而后降低的趋势。在5 m/min较低速度刷镀时,虽然有着较高的镀层沉积速率,但在该速度下镀层容易变暗或烧焦; 在30 m/min高速刷镀时,由于刷镀速度较高,不仅镀笔包裹的镀液容易甩出,而且会使刷镀部位的有效电结晶时间较短,电流效率较低,从而镀层沉积速率较低。因此,根据刷镀速度对镀层沉积速率影响的试验结果,阳极与零件之间的相对运动速度控制在15~20 m/min时有着较高的镀层沉积速率。
2.3 刷镀层结合强度
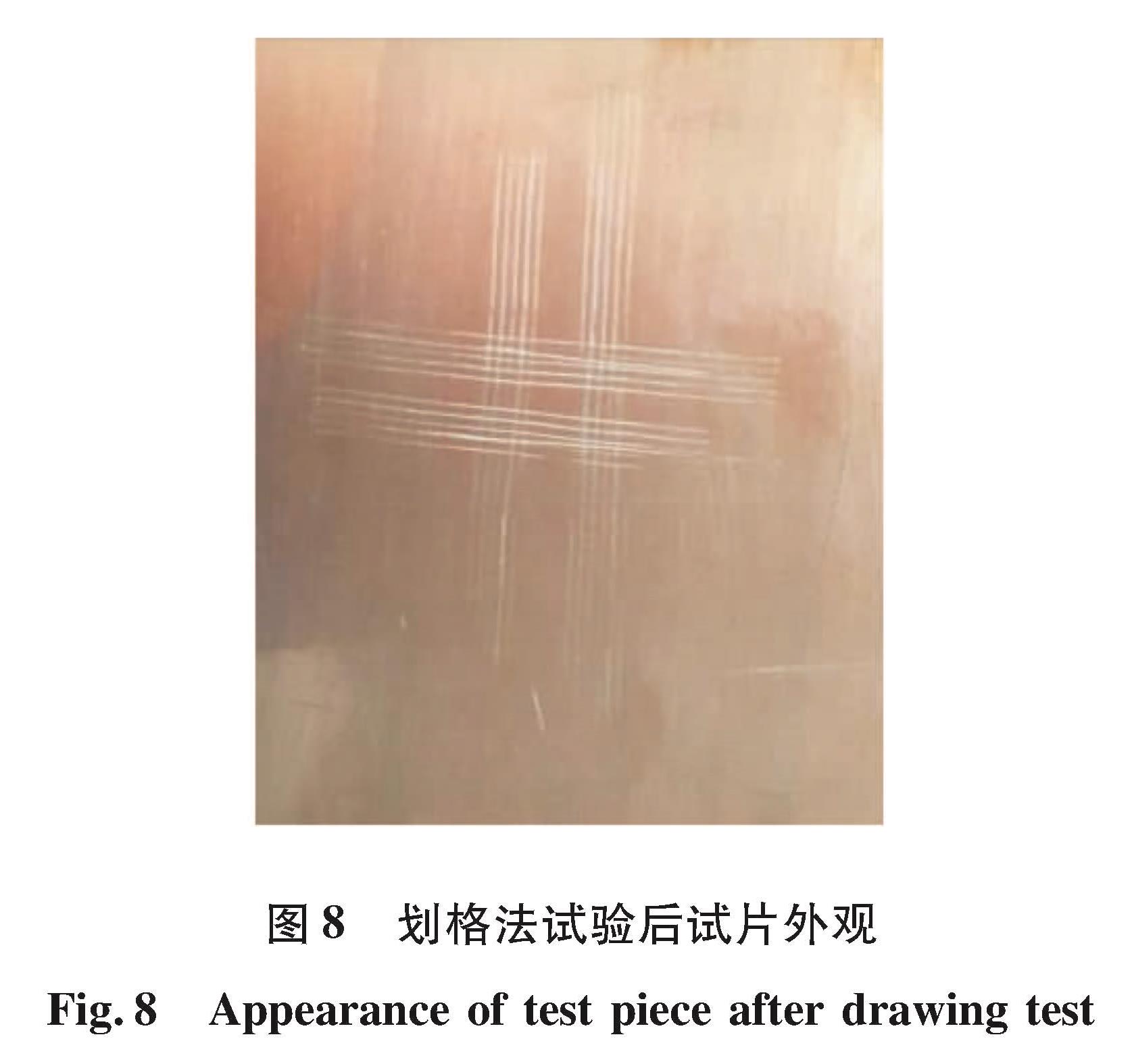
根据航天产品镀覆层结合强度的检验和验收,电镀完成后按照QJ 479—90标准中划格法进行金属镀覆层结合强度试验。划格法进行金属镀覆层结合强度试验时,划格器用足够的力将镀层划破至基体金属,划线形成1 mm×1 mm的方格,用3M胶带黏住所划方格处后揭掉,目视检查交叉点或线上有无镀层剥落、片落或起皮。
从图8的试验结果可以看出,经划格法试验后,刷镀铜镀层与基体结合力良好,镀层无起皮、脱落现象,符合标准要求。
图8 划格法试验后试片外观
Fig.8 Appearance of test piece after drawing test
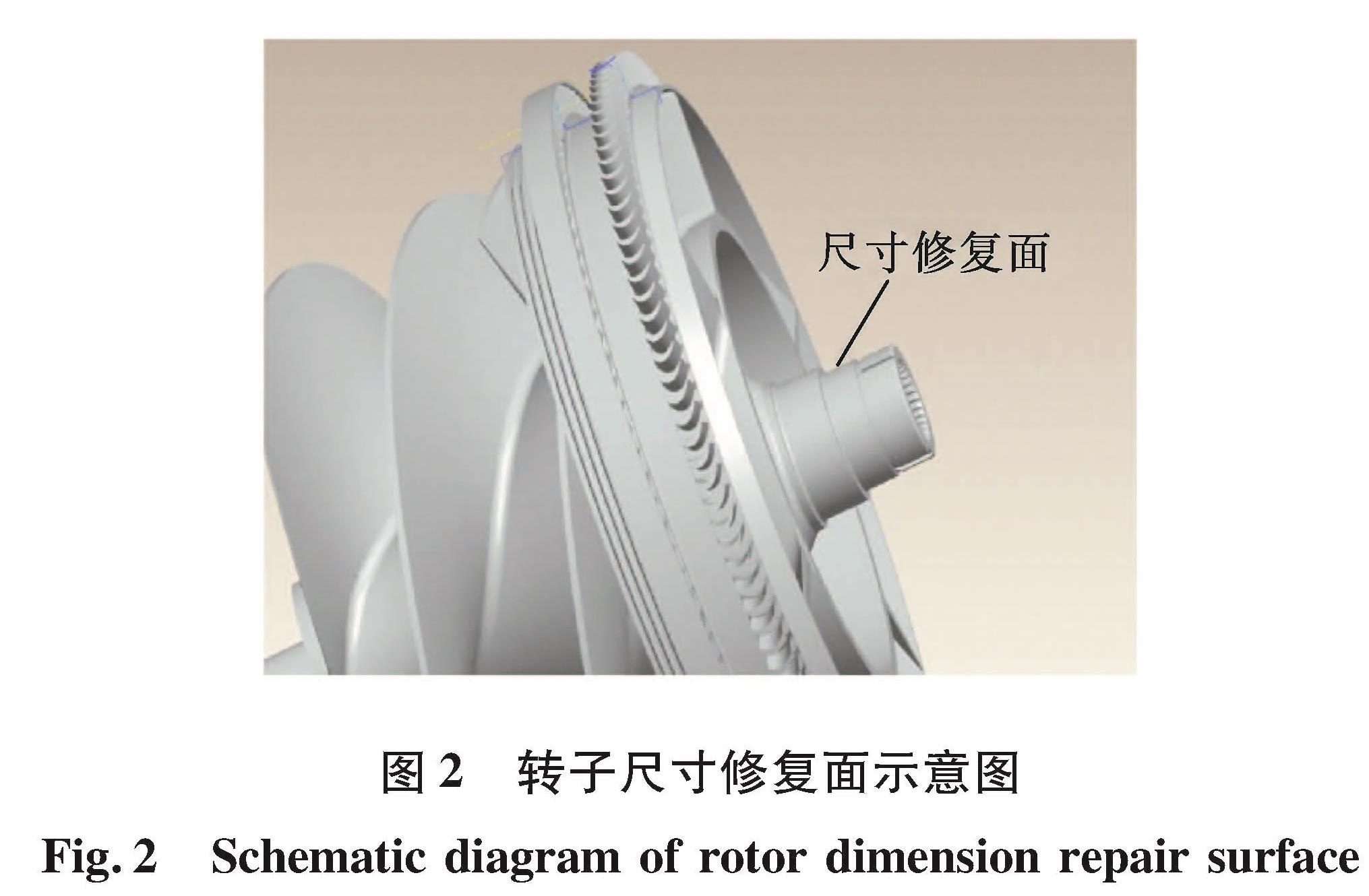
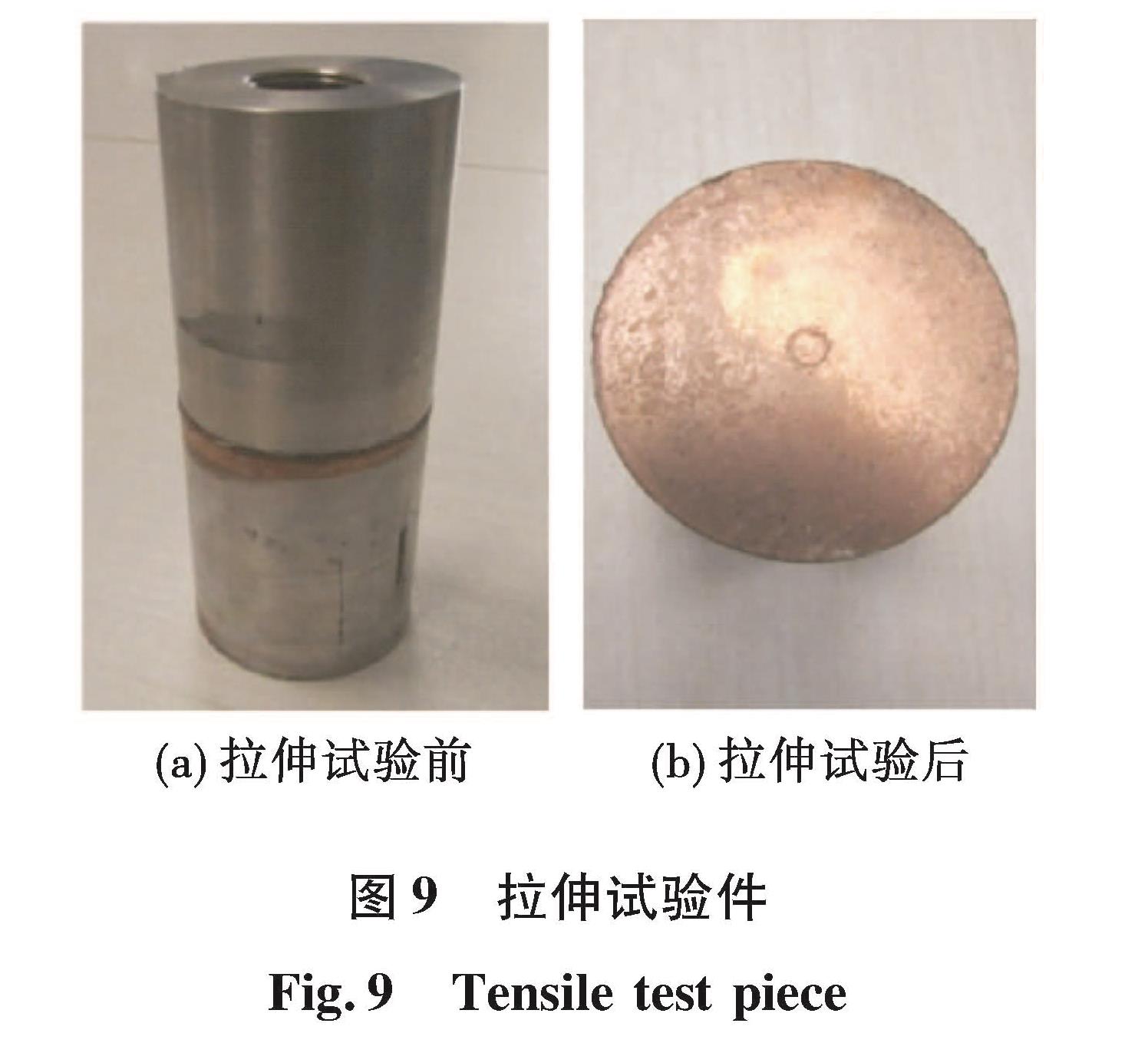
转子的轴承修复面不仅在后续的氧预压泵装配过程中需要一定的力度挤压轴承配合面(过盈配合),同时在后续试验中需经皮带转速试验(转速大于1 000 r/min)进行考核。因此,转子轴承配合面镀层需有较高的结合强度。为了进一步量化测试刷镀铜层的结合强度(抗拉强度),采用GB 8642—2002标准进行镀层结合强度的拉伸试验测试,拉伸试验件如图9所示。
图9 拉伸试验件
Fig.9 Tensile test piece
拉伸试验件由基体和加载块组成[见图9(a)],在基体块的端面刷镀铜层后,采用黏结剂将加载块与基体块黏结,并经一定时间完全固化后进行拉力试验机加载拉伸。在拉力试验机加载拉伸过程中,以恒速平稳地进行加载,加载速度为400 N/s,直到基体块与加载块发生断裂。经过持续的加载拉伸,当载荷加大至17.184 kN时,抗拉强度(抗拉强度等于载荷与断裂面横截面积之比)为36 MPa,基体块与加载块发生断裂。从图9(b)中可以看出,基体块与加载块发生断裂后,基体块端面的铜镀层完整,未发生起皮、脱落等现象,基体块与加载块发生断裂的原因为黏结剂的强度不够。因此,经过拉伸试验可以得出,刷镀铜层的抗拉强度大于36 MPa。
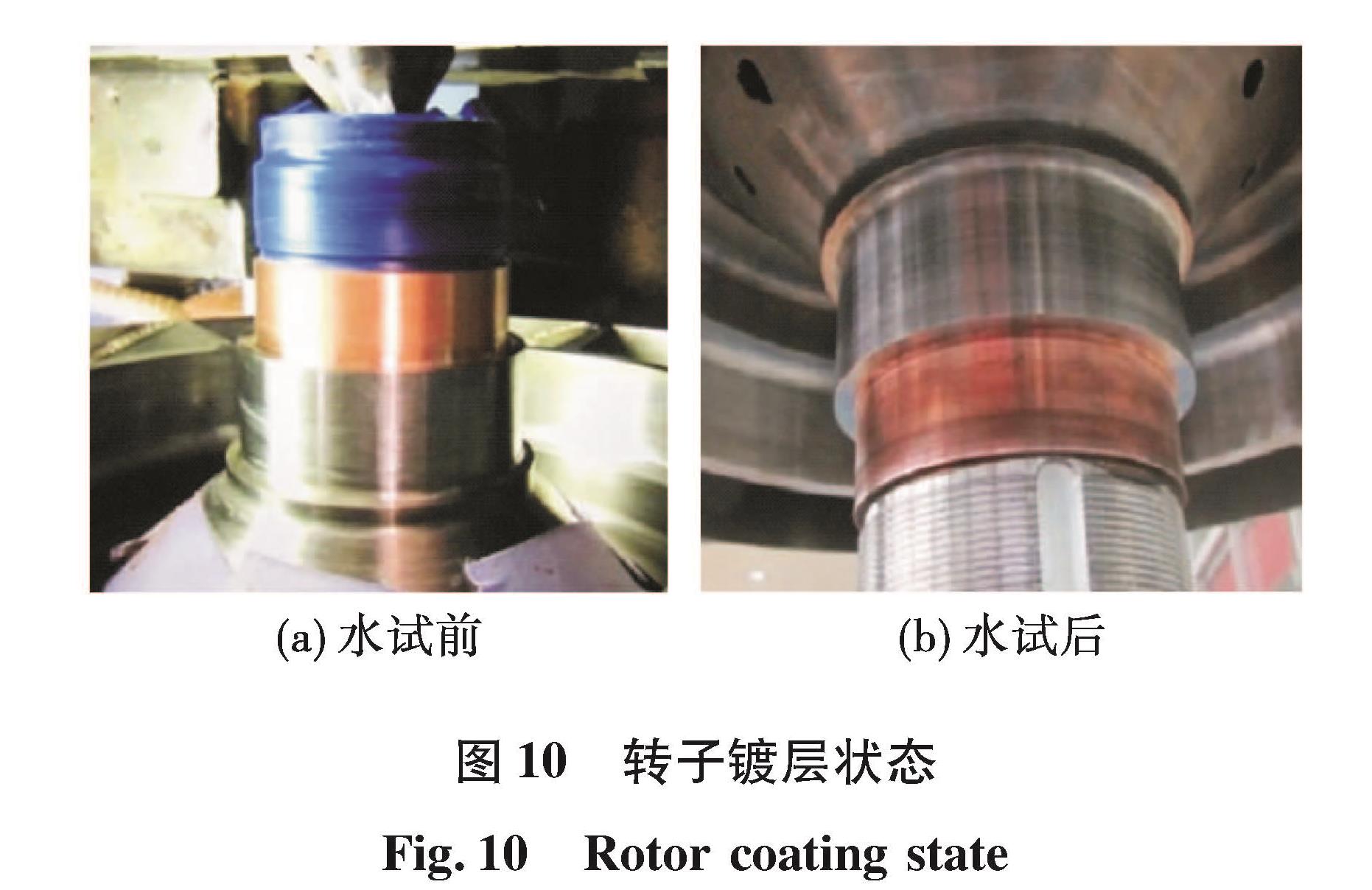
转子轴承配合面刷镀铜层后,镀层结晶细致、光亮,没有出现镀层崩边、起皮、鼓包等结合力不良现象[见图 10(a)]; 同时,转子经水试后轴承配合面的铜镀层依旧完整,也未出现镀层崩边、剥落等现象[见图 10(b)],满足了设计需求与试车考核要求。
图 10 转子镀层状态
Fig.10 Rotor coating state