2.1 端面比压测量理论基础
机械密封中静环组件为外压型接触式膜盒结构,如图3所示。
图3 膜盒式端面密封结构尺寸示意图
Fig.3 Structural dimensions of membrane box end face sealing
对轴系进行受力分析,可得

式中:Pb为端面比压; S为静环组件石墨凸台的面积,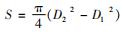 ; G为轴系自重; F为轴系轴向力; P为介质压力; D为轴系的直径; de为膜盒的平衡直径。
; G为轴系自重; F为轴系轴向力; P为介质压力; D为轴系的直径; de为膜盒的平衡直径。
为了简化计算和平衡轴系受介质的作用力,将介质作用的主轴设计成一个活塞轴; 但膜盒的平衡直径无统一公式,本文拟采用最简单、最常用的计算方法de=(D1+D2)/2[3],设计活塞直径与膜盒的平衡直径相等,即D=de; 同时,轴系自重可在传感器设置零点消除,则式(1)可简化为PbS=F。若采用其他膜盒的平衡直径或不设置活塞轴,则可根据式(1)进行相应计算。
2.2 产品数字化测量技术
在进行试验前,需要对静环组件的自由高度、静环组件安装面距动环的距离进行测量。为了提高测量效率,采用数字化测量解决方案。产品数字测量技术可消除纸质化记录,将测量数据同步至测量系统。采用测量仪器(高度尺、深度尺)对静环组件的自由高度、静环组件安装面距动环的距离进行测量,其测量数据可以通过通信系统进行数据传输,数据测量完成后按下确认键,数据将自动传输至计算机中。
该技术采用基于IEEE802.15.4(2.4 GHz)的专有通信[11],保证了数据传输的可靠性、稳定性及安全性。该系统具有扩展性、通信距离远、通信寿命长、尺寸小、 质量轻的特点,满足机械密封端面比压测量需求。
2.3 试验装置设计
静环组件为外压型接触式膜盒结构,为保证充压后轴系受力平衡,设计了与密封石墨凸台等效的平衡活塞轴,如图4所示。活塞轴与壳体小间隙配合减小介质的泄漏,此外为了使试验装置的压力更稳定,采用充气腔扁平化设计,增大了充气腔的体积。此外,为了使测量过程中气体压力的稳定性,在管路系统中增加一个2 MPa、2 L的缓冲气瓶。
图4 试验装置活塞轴及充压腔
Fig.4 Piston shaft and charging chamber of experimental device
为了保证轴系的径向偏斜量尽量控制在0.05 mm范围内,确保端面比压测量的可靠性,试验装置的主轴采用两个直线轴承对称布置安装,达到了与主轴的精密配合,同时主轴的上下移动可实现静环组件压缩量的调整,如图5所示[12-13]。
图5 双直线轴承对称布置
Fig.5 Symmetrical arrangement of double linear bearings2.4 自动配气技术
自动配气系统实现试验过程的配气自动化,系统可根据使用压力值设置参数,通过自动控制方式调节气控减压阀,为下游用气提供稳定可靠的压力源,可满足试验过程压力的自动增压及减压的自动化处理,提高精度和试验效率。采用电子压力控制器+气体加载式减压阀形式,通过电子压力控制器输出不同控制气压力来调整减压阀出口压力,同时为提高出口压力调整精度,在减压阀下游配置有2 L的缓冲气瓶。配气系统的原理图如图6所示,其中核心部件采用TESCOM的基于PID控制(比例-积分-微分)的电子调压器ER5000进行压力调节。ER5000是一种多功能集成式的压力控制器,集成了压力传感器、PID控制器和电动比例阀这3个部件,集传感器、控制器和电子阀门于一体构成一个完整的控制机构[14-16]。
图6 自动配气系统原理图
Fig.6 Schematic diagram of automatic gas distribution system
TESCOM的气体加载式减压阀最大入口压力10 000 PSI(约70 MPa),输出压力为5~400 PSI(约0.034~2.760 MPa),输出压力与控制气压力升压比为5:1; TESCOM的电子压力控制器ER5000用于控制气输出,控制气压力调节精度为±0.1%,因此减压阀输出压力最终理论最大偏差为±0.014 MPa(±0.1%×5×2.760 MPa),可满足自动配气对调节精度的要求。试验系统的气路原理图如图7所示。
图7 ER5000工作原理
Fig.7 Working principle of ER5000
2.5 自动压紧技术
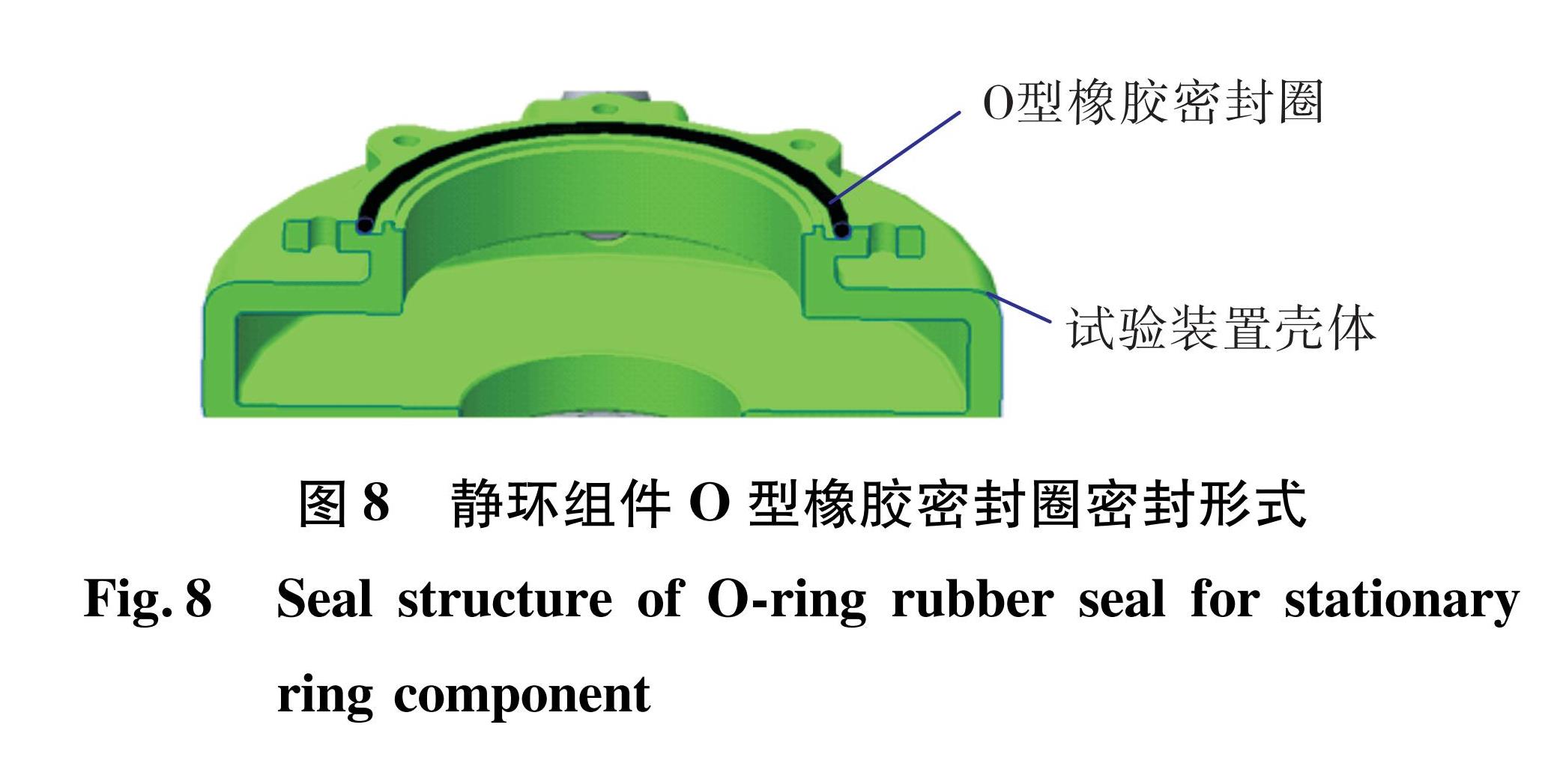
静环组件采用8个螺钉与壳体进行连接,安装和拆卸都需要进行螺钉拆卸,劳动强度大。为了减少拆卸、安装静环组件的劳动强度,采用自动压紧装置-静环组件-O型橡胶密封圈的方案进行密封,整体方案如图8所示。自动压紧装置将自动升降装置的力传递到静环组件上,静环组件可压紧O型圈,从而实现快速自动压紧密封功能。快速压紧装置方案采用电机驱动,可控制升降速度及位移,到达指定位置实现自锁,同时采用力传感器监控加载力的大小。
图8 静环组件O型橡胶密封圈密封形式
Fig.8 Seal structure of O-ring rubber seal for stationary ring component
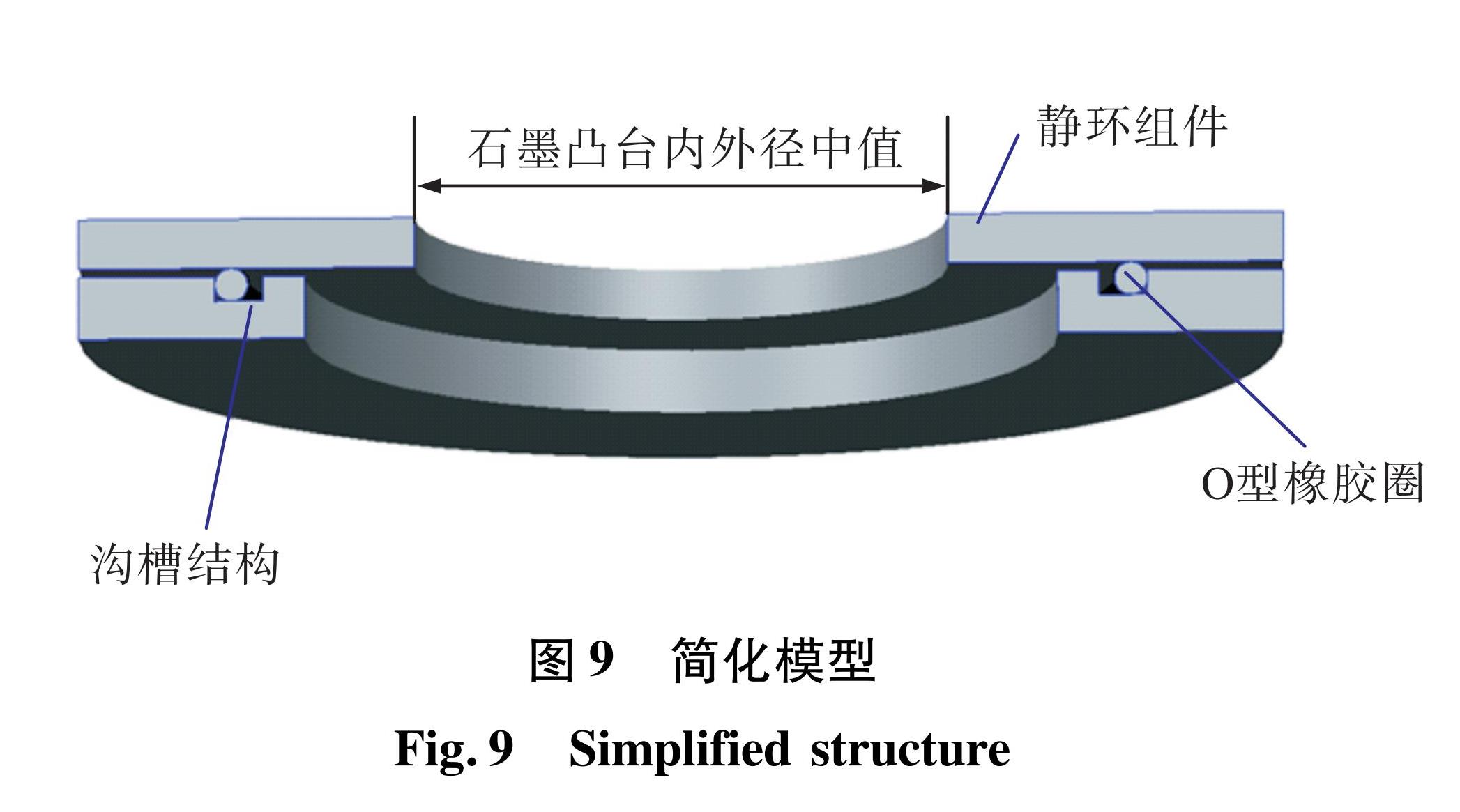
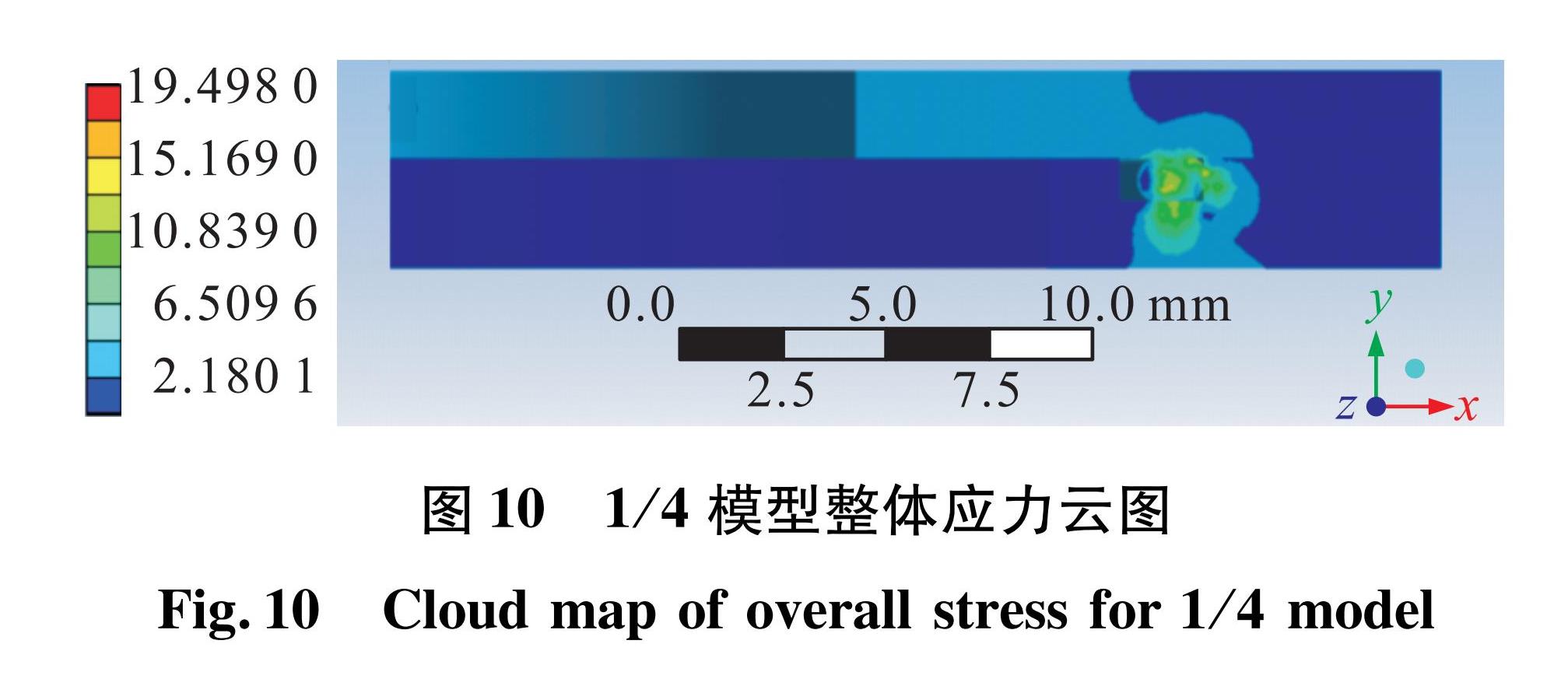
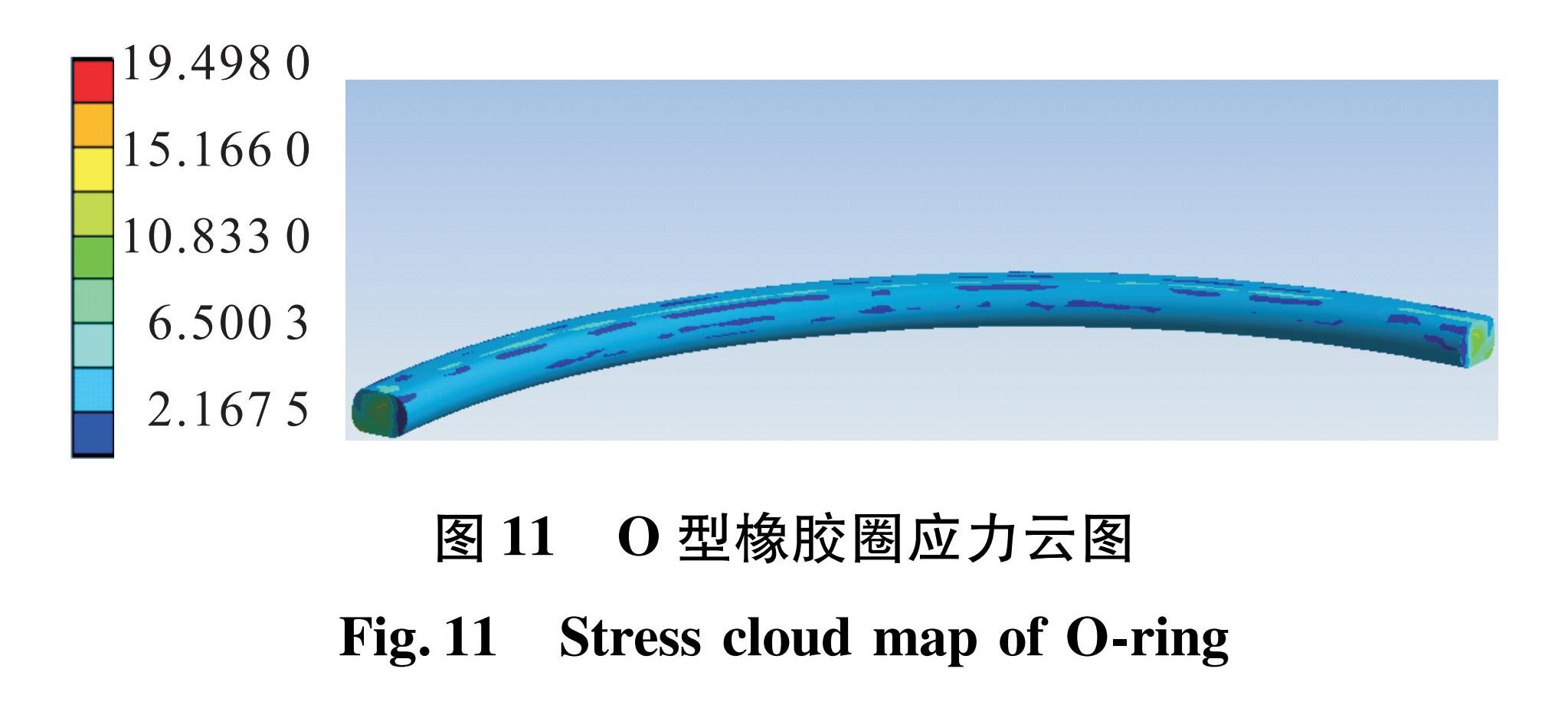
为了确定自动压紧装置的可行性,需要计算压紧O型橡胶圈所需要的力,利用ANSYS Workbench对其进行仿真分析。对试验装置、静环组件进行简化,构建三维模型,如图9所示。对O型橡胶圈的橡胶材料进行定义,设置Mooney-Rivlin橡胶模型的硬度、弹性模量[17-18]; 设置接触,将橡胶与不锈钢之间的摩擦因数调为0.9; 并设置试验装置为固定支撑,静环组件位移约束,将O型橡胶圈压平,以保证静环组件的密封; 静环组件的内部气体压力1.5 MPa(预留试验能力)。整体应力云和O型圈应力云图分别如图 10和图 11所示,对比可知最大应力发生在O型橡胶圈上,为19.498 MPa。模型的支反力将O型橡胶圈压平,所需要的压紧力为2.111 5 kN。
图9 简化模型
Fig.9 Simplified structure
图 10 1/4模型整体应力云图
Fig.10 Cloud map of overall stress for 1/4 model
图 11 O型橡胶圈应力云图
Fig.11 Stress cloud map of O-ring
2.6 自动调节压缩量技术
静环组件与试验装置的外壳相连接作为静止件,动环安装在主轴上,并与静环组件接触,随轴系上下移动件,从而实现静环组件的不同压缩量。为了更加便捷地调整静环组件的压缩量,采取自动调节压缩量装置,带动测力传感器及轴系的上下移动,从而调整动环与静环组件的压缩量。自动调节压缩量选取电机、滚珠丝杠、光栅尺的闭环控制方案。
为了确定自动调节压缩量装置的可行性,需要计算自动调节压缩量装置在测试环节所承载的最大受力。

式中:Fn为自动调节压缩量装置最大受力; Fmax为某型号静环组件最大端面受力; G1为轴系的重力; G2为测力传感器的重力。
根据所选定的机械密封,Fn计算结果为500 N。电机的最大承载质量满足系统负载的需求。
自动调节压缩量技术采用高精度微调步进电机带动交叉滚珠导轨,实现运动平台的升降; 选择闭环控制方法,利用光栅尺对平台移动的位移进行精确测量,将位移信号反馈至驱动器,实现位置的精确控制。高细分步进电机驱动分辨率高达0.125 μm,平台的重复定位精度不大于5 μm。
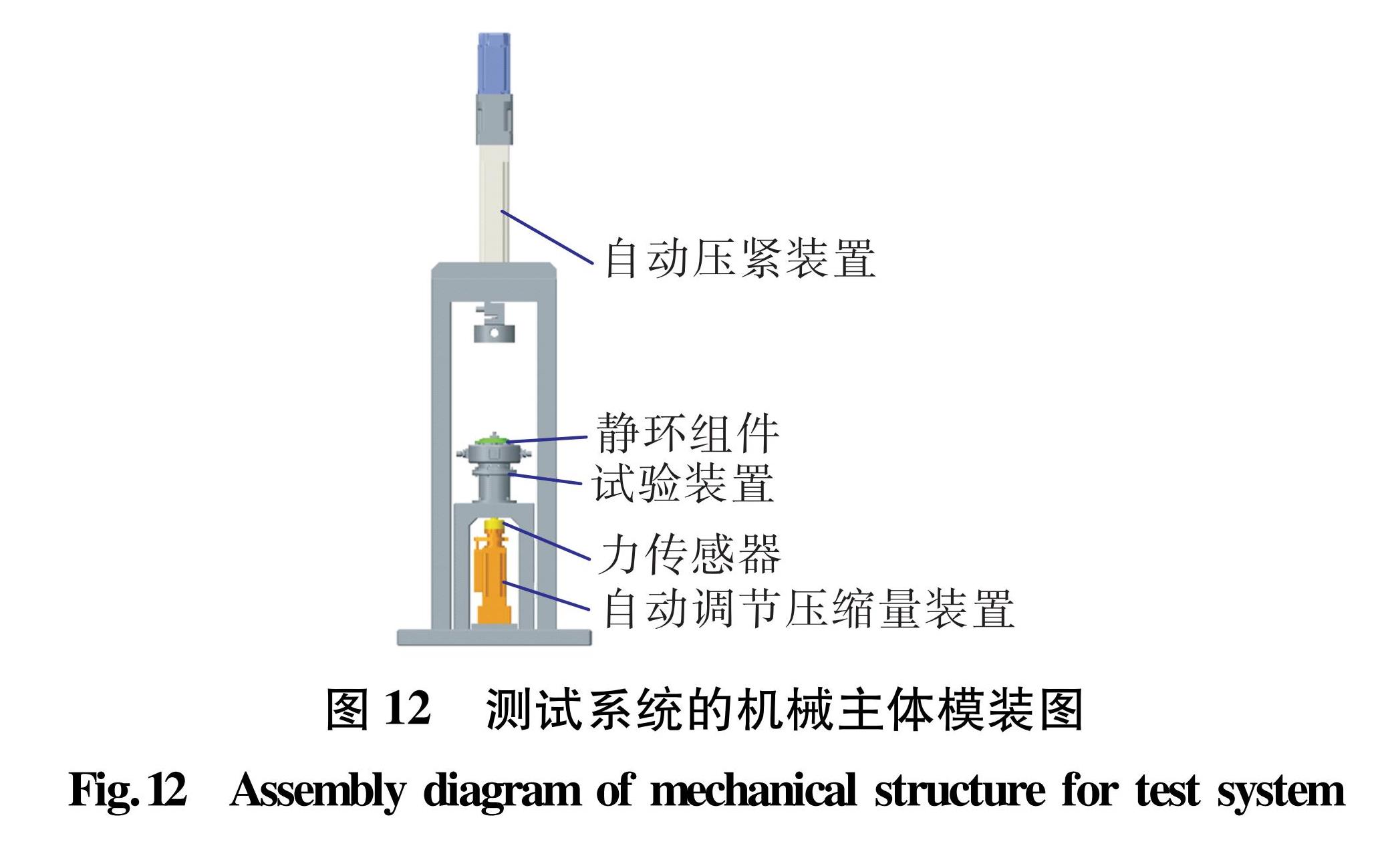
此方案可在不重新拆卸轴系的情况下对静环组件的压缩量进行调整。根据自动调节压缩量以及自动压紧装置的可行性分析,完善了测试的试验装置模装图,如图 12所示。
图 12 测试系统的机械主体模装图
Fig.12 Assembly diagram of mechanical structure for test system
2.7 测控系统构架
机械密封端面比压数字化测试系统主要针对影响整个测量流程中的关键环节提出数字化的解决方案,主要针对产品测量环节、试验装置中静环组件的固定以及调整动环位移环节、自动配气系统调节充气腔压力以及基于LabVIEW的测控、报告系统。
控制系统是实现自动调节压缩量装置、自动压紧装置以及自动配气系统的协调。自动调节压缩量装置可实现静环组件压缩量的精确调整,其原理为根据压缩量试验数值,以及产品数字化测量的静环组件自由高、静环组件安装面距动环的距离,上位机软件可自动计算高精度电动调节平台的需升降的位移量,通过OPC(object linking and embedding for process control)通信发出指令完成高精度电动调节平台的升降。自动压紧装置可实现对静环组件-O型圈的压紧从而实现密封作用,还具备施加轴向力的测量功能,为轴向力的监测提供数据支持。自动配气系统实现试验过程的配气自动化,满足试验过程压力的自动增压及减压的自动化处理,提高精度和试验效率[19-20]。
测控系统主要对充气腔的压力及轴向力进行测量、记录,并将产品装配记录及试验数据自动存储到试验数据库系统。
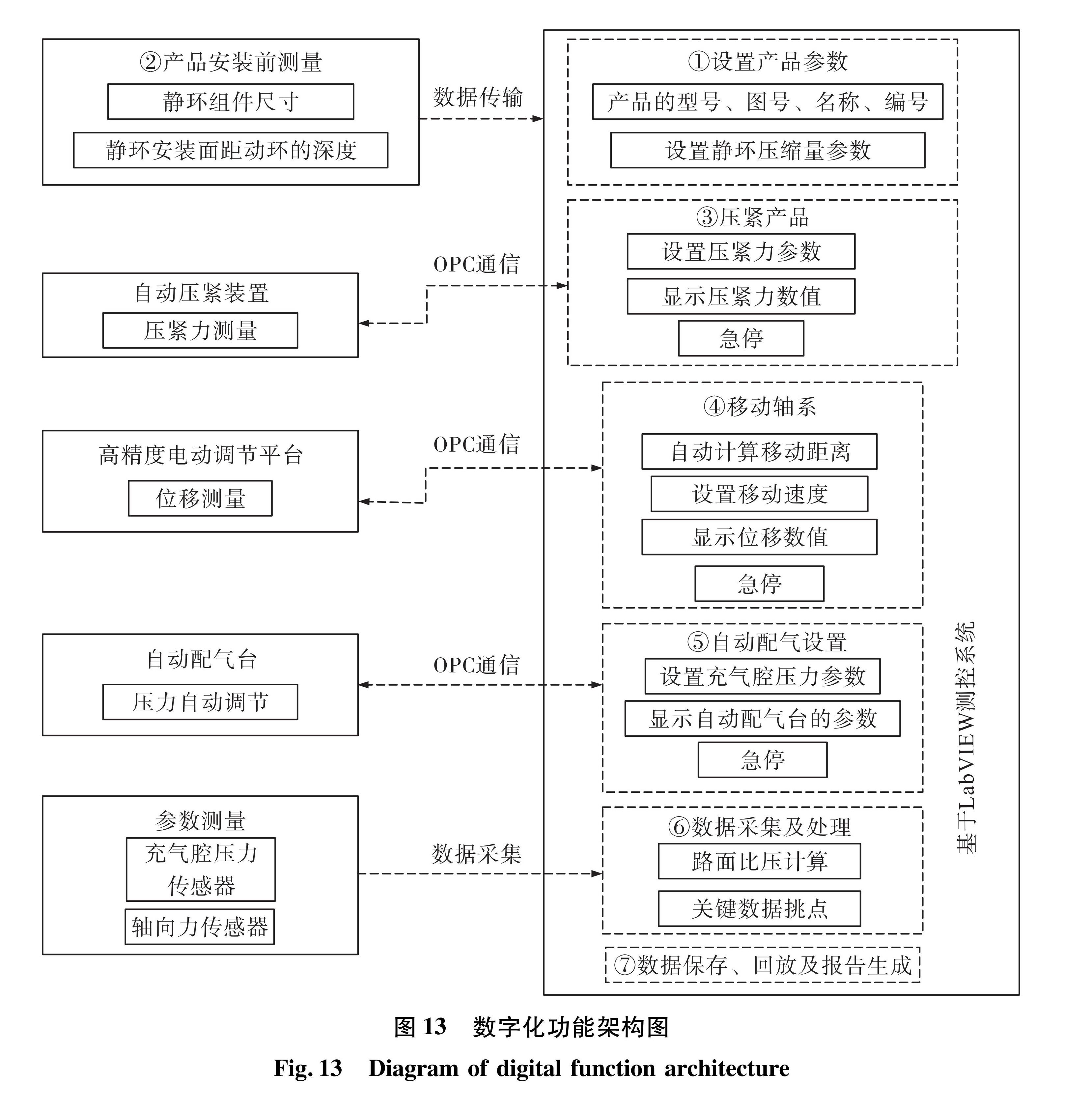
基于LabVIEW的上位机软件的数字化功能架构如图 13所示。
图 13 数字化功能架构图
Fig.13 Diagram of digital function architecture