2.2 视觉编程与自动识别
液体火箭发动机小直径导管的特点主要体现在规格种类多和三维空间走向复杂两方面,针对此类产品,实现自动化检测的关键点在于不同导管进行无序或无方向性摆放时,机器人始终能够快速实现自动识别并对导管特定位置进行抓取。由于发动机导管普遍具有空间结构,当摆放在平面上时,翘起在空中的部分随着摆放位置的不同,投影存在一定的偏差,发送的导管实时坐标会发生变动,不利于机器人准确识别和抓取。因此,在编程和构建视觉模板时,首先应根据不同导管的轮廓特征划定有效识别区,并对识别区内特征点位进行标定,同时,沿着导管轮廓外围向内绘制信号屏蔽区域,使视觉系统只识别导管边缘区域点位。该方法的目的是通过减少识别面的点位信息,缩短传输时间,提升识别速度,且对识别精度不会产生影响。导管视觉编程轮廓绘制图如图5所示。绿色线条的划定区域为视觉识别有效区,红色线条包裹区域为信号屏蔽区,特征点位均位于红色线条与绿色线条之间。视觉编程完成后,将单根导管在视觉相机下以模板姿态摆放,在该姿态下对导管进行任意平移或旋转操作后,识别相似度仍能达到99%以上,机器人可根据实时坐标信息对导管进行精准抓取。
图5 导管视觉轮廓
Fig.5 Visual outline of the pipe
当前,航天产品正从传统定制化生产模式逐步向批量化生产模式过渡,同种导管每批次送检数量较大,单根导管单独上料的产品输送方式会在一定程度上降低检测系统的运行效率。为使检测系统实现批量化检测,首先应保证视觉系统对多根导管产品的准确识别。当多根导管随上料托盘被移载至视觉相机下时,视觉软件可通过图像自动分割对托盘上不同位置放置的导管分别进行快速识别,并利用以太网实时向机器人传输全部导管的数量、相似度及点位坐标等信息,机器人会根据每根导管的相似度数值按由高到低的顺序逐根进行抓取送检。需要注意的是,由于部分发动机导管的空间结构过于复杂,在托盘上进行多根摆放时,空间投影会对周围临近导管造成点位坐标干扰,视觉软件的识别相似度会因此出现较小幅度的下降,相似度数值低于视觉模板判定条件的阈值时,机器人将无法有效抓取导管。对于此类情况,若导管相似度最低数值与模板判定条件阈值差异较小,则可适当将阈值调低,使最低相似度大于判定条件的阈值即可; 若相似度数值与模板阈值偏差过大,则需重新编制视觉模板或根据导管的空间结构特征减少托盘上导管的放置数量。
2.3 检测一致性
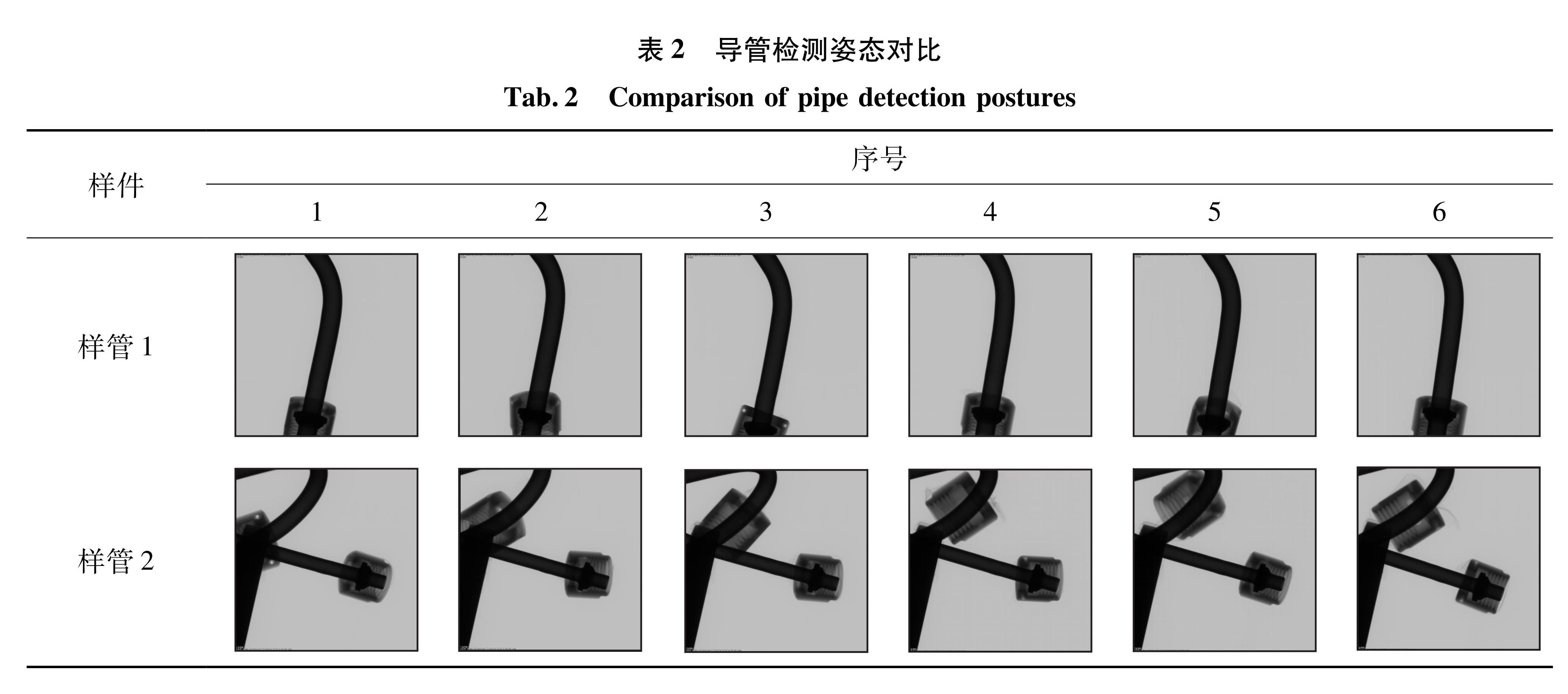
机器人根据视觉信号抓取导管后,按照系统规划路径将导管移送至X射线机下进行检测,导管透照姿态完全由机器人动作程序进行控制。不同导管产品由于其特有的空间异形结构,成像姿态存在显著区别。选取2种不同种类的钛合金导管,每种导管各6根,对同种导管选取任一姿态进行成像对比,结果见表2。
表2 导管检测姿态对比
Tab.2 Comparison of pipe detection postures
从表2中可以看出,检测系统对同种导管、同一透照姿态的检测成像完全一致,由此表明,检测系统的检测一致性达到100%。
2.4 图像分辨率
对于X射线数字成像技术,当探测器有效像素尺寸的两倍大于射线源焦点尺寸时,存在一个最佳的放大倍数,通过采用几何放大工艺可获得更高的图像分辨率[17-19]。MXR-225型射线机有0.80 mm和0.25 mm两种焦点尺寸可选,当选用大焦点时,由于像素尺寸的两倍小于焦点尺寸,进行几何放大在理论上反而会降低图像分辨率,因此,为获得更高的图像分辨率,应选用0.25 mm的小焦点进行检测试验,并依据式(1)、式(2)计算系统最佳放大倍数MO。
式中:UD为固有不清晰度; φ为焦点尺寸; Px为像素尺寸。
由式(1)~式(2)计算可知,当射线源焦点尺寸为0.25 mm时,系统最佳放大倍数为2。同时,对于探测器像素尺寸已经确定的检测系统,可通过选用小焦点射线源来提升放大倍数,从而获得更高的图像分辨率。然而,小焦点射线源虽然能够带来更高的图像分辨率,但在实际应用过程中,不能为了极致的图像分辨率而单纯追求更小的射线源焦点。这是因为焦点大小影响射线强度和均匀性,小焦点对于一些厚大产品的检测是不利的; 同时,射线强度过低将导致检测图像亮度和对比度同步下降,不利于图像的观察。因此,射线源焦点大小的选用首先应根据待检产品的规格特点来确定。本文所应用的检测系统针对的检测对象均为小直径薄壁导管,对射线强度的要求较低,因而选用0.25 mm的射线源焦点尺寸在理论上可以得到更好的检测效果。
为进一步验证射线源焦点尺寸为0.25 mm时检测系统的图像分辨率,使用ISO 19232-5双丝像质计对图像分辨率进行测量。为方便双丝像质计摆放,使用等效厚度3 mm的不锈钢试板进行测量试验。测量时将双丝像质计平行放置于试板表面,且与试板呈2°~5°夹角,射线源至探测器表面的距离为800 mm,至试板距离为400 mm,透照电压105 kV,通过采集数字图像,观察双丝线对来测定图像最小分辨率。双丝像质计分辨率检测结果如图6所示,从图6中可以看出,图像放大状态下,第11对丝的波峰与波谷差值已明显超过20%,表明采用几何放大透照工艺后,图像分辨率已达到D11。
图6 双丝像质计分辨率
Fig.6 Resolution of the dual wire image quality indicator
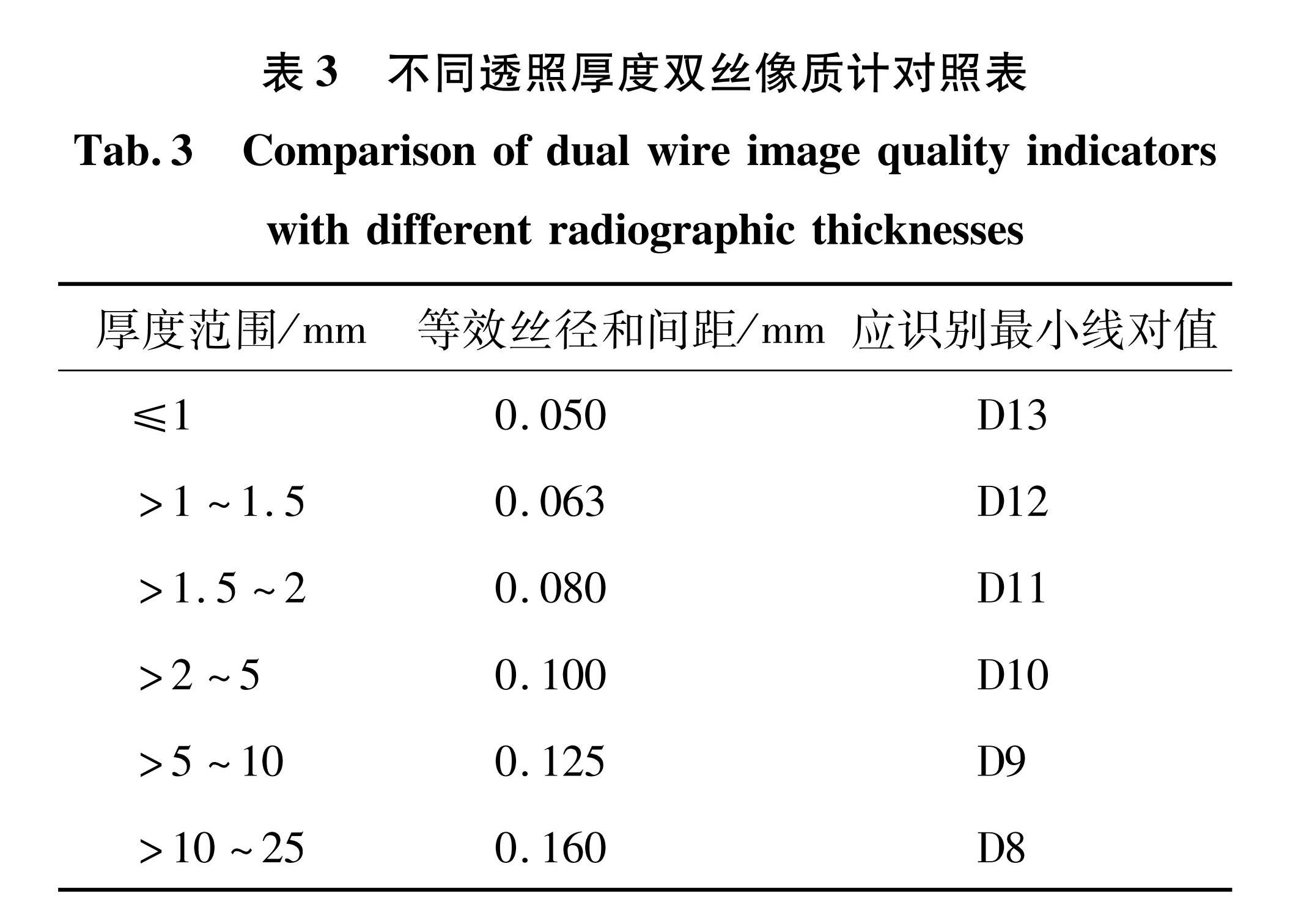
检测系统的图像分辨率要求与待检产品的厚度相关,表3为不同厚度范围内双丝像质计对照表。根据GB/T 35394—2017《无损检测X射线数字成像检测系统特性》所述,探测器基本空间分辨率与其有效像素尺寸相当[20],通过在表3进行比对可知,探测器基本空间分辨率为D9。对于壁厚1 mm的小直径导管,双壁检测时,标准要求其双丝像质计应达到D10。由此表明:在不采用放大透照工艺下,检测结果无法满足标准要求。通过采用放大透照,可将图像分辨率从D9提升至D11,比标准要求高出一个质量等级。
表3 不同透照厚度双丝像质计对照表
Tab.3 Comparison of dual wire image quality indicators with different radiographic thicknesses
2.5 检测灵敏度
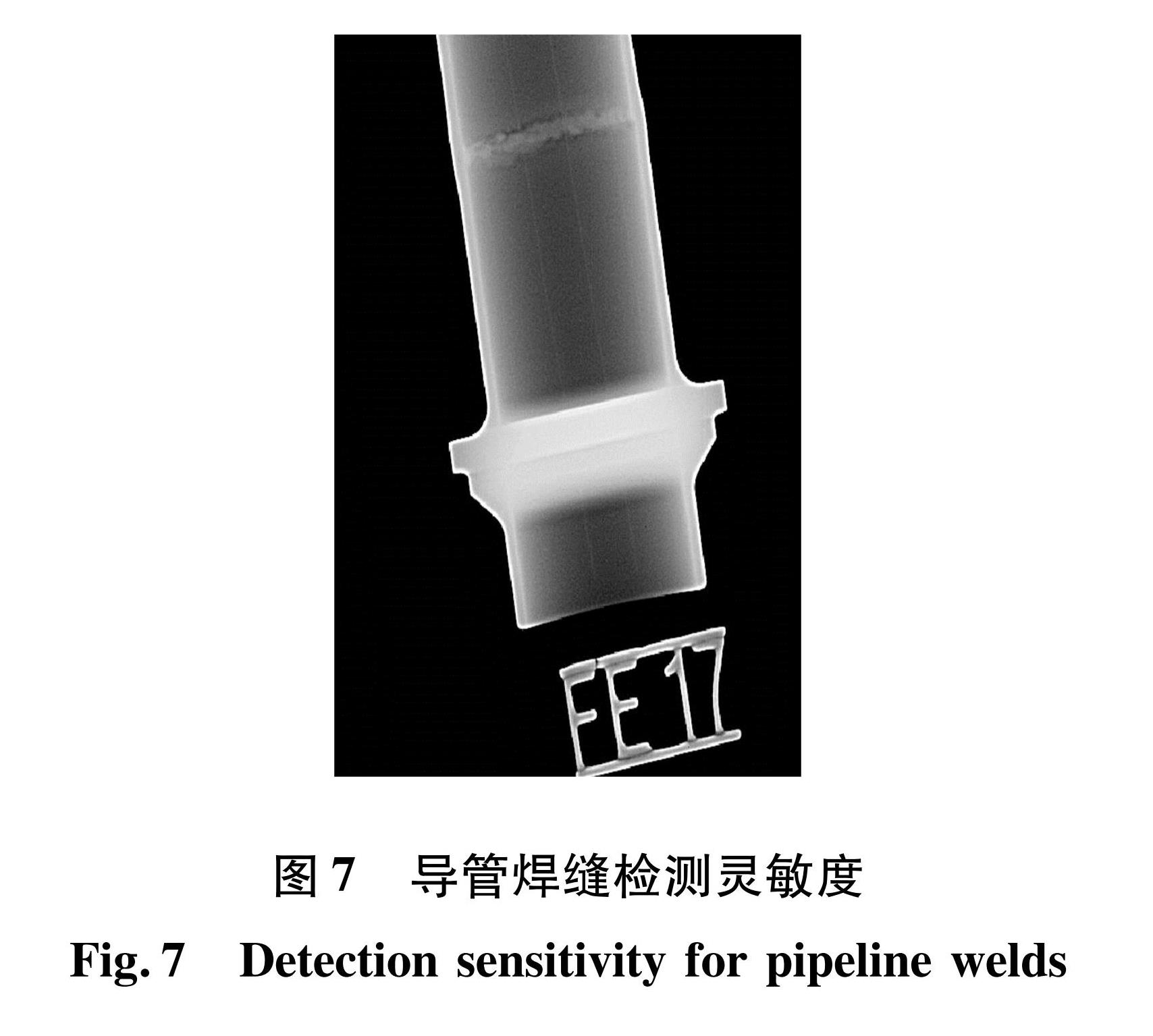
不同材料、规格的导管,应通过测定图像可识别的单丝型像质计的最小丝径确定检测灵敏度。检测实验选用的导管壁厚为1 mm,透照方式采用射线源在外,双壁双影垂直透照,考虑到焊缝存在余高,实际透照厚度为2~4 mm,像质计丝号应显示17号丝,导管焊缝实际检测图像如图7所示。从图7可以看出,像质计17号丝能够清晰辨别,表明导管焊缝检测灵敏度满足标准要求。
图7 导管焊缝检测灵敏度
Fig.7 Detection sensitivity for pipeline welds