2.2 力学性能分析
3种工艺路线制备复合材料试样的3点弯曲性能测试结果如表2所示。从表2中数据可以看出:A工艺制备得到的C/SiC-ZrC复合材料弯曲强度约为140 MPa,弯曲模量为26.5 GPa;B工艺制备的C/SiC-ZrC复合材料的弯曲强度约为195 MPa,弯曲模量为33.0 GPa;C工艺制备的C/SiC复合材料的弯曲强度约为290 MPa,弯曲模量为53.6 GPa。其中,A和B两种改性工艺制备C/SiC-ZrC复合材料的弯曲强度和模量分别相比C工艺而言降低51.7%和50.6%、32.8%和38.4%,说明向浸渍溶液中添加PZC先驱体会对C/SiC复合材料的力学性能产生不利影响,并且随着ZrC含量的不断增加,其改性C/SiC-ZrC复合材料的力学性能在一定程度上出现了逐渐降低的趋势。
表2 3点弯曲性能测试结果
Tab.2 Test results of three-point bending properties
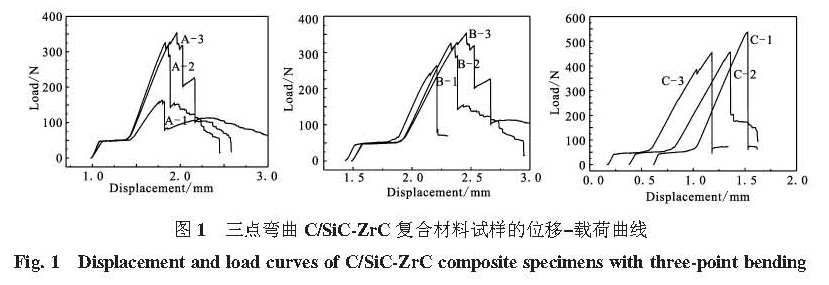
3种不同工艺制备3点弯曲试样的载荷-位移曲线如图1所示。从图1中可以发现,当A和B两种改性工艺制备的C/SiC-ZrC复合材料试样的弯曲载荷达到最大值后,其并没有出现如C工艺一样的“断崖”式下降情况,而是在下降过程中表现一定的反复、缓慢下降的特点,说明C/SiC复合材料中ZrC的存在有利于提高材料的断裂韧性,促使其断裂破坏模式逐渐向“假塑性”模式转变。
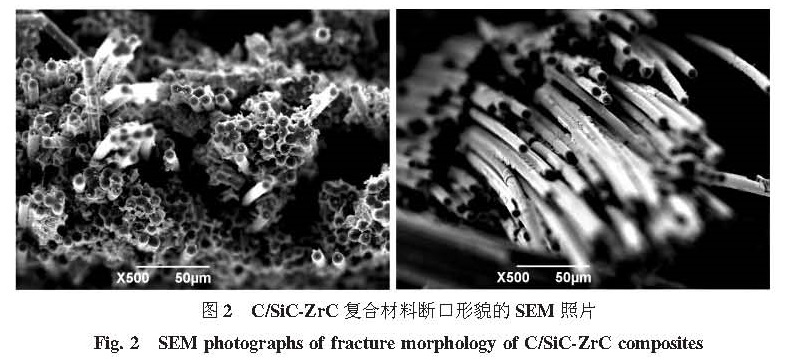
A和B两种改性制备工艺获得C/SiC-ZrC复合材料弯曲试样断口形貌的SEM照片如图2所示。从图2中可以看出,该两种C/SiC-ZrC复合材料试样在其断裂破坏过程中均出现了一定的纤维拔出现象,并且B工艺制备的C/SiC-ZrC复合材料试样受到弯曲载荷作用后有更多地纤维拔出,且拔出长度较长,说明ZrC含量的降低有利于提高材料的断裂韧性,这与图1中的载荷-位移曲线结果基本保持一致。
2.3 烧蚀性能及其机理分析
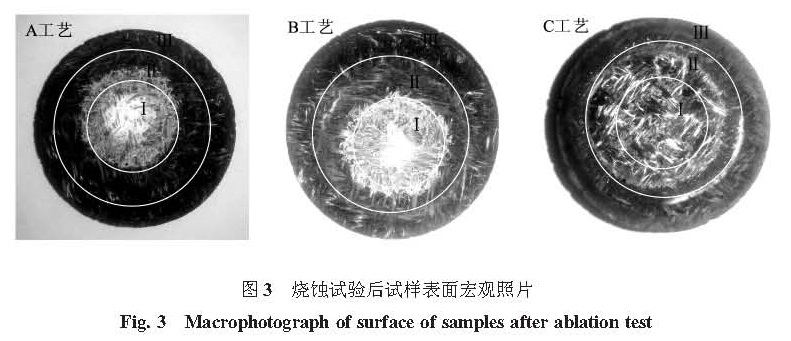
A,B,C三种工艺路线制备的C/SiC-ZrC,C/SiC复合材料烧蚀试验后的试样宏观照片如图3所示。根据距离火焰中心位置的不同可将试样烧蚀区域按照图示情况划分为3个区域,即中心区(区域I)、过渡区(区域II)和边缘区(区域III)。
图1 三点弯曲C/SiC-ZrC 复合材料试样的位移-载荷曲线
Fig.1 Displacement and load curves of C/SiC-ZrC composite specimens with three-point bending
图2 C/SiC-ZrC 复合材料断口形貌的SEM 照片
Fig.2 SEM photographs of fracture morphology of C/SiC-ZrC composites
从图2中可以看出,A,B两种改性工艺获得的C/SiC-ZrC复合材料试样在其表面中心区域均出现有白色的烧蚀产物,并且可以发现A工艺制备试样的中心区域白色烧蚀产物覆盖核心区面积要大于B工艺试样,而C工艺制备的C/SiC复合材料的试样表面中心区域则出现了更为明显的冲蚀凹坑,但其表面的白色烧蚀产物覆盖面积相对较少。此外,还可以发现随着不断远离烧蚀中心区域,3种工艺路线制备试样的表面烧蚀程度逐渐减弱。
图3 烧蚀试验后试样表面宏观照片
Fig.3 Macrophotograph of surface of samples after ablation test
3种工艺路线制备的C/SiC-ZrC、C/SiC复合材料的氧乙炔烧蚀性能对比情况如表3所示。从表3中数据结果可以看出,A,B两种改性工艺制备试样的线烧蚀率相比C工艺分别下降70.4%和80.5%,其质量烧蚀率亦下降约50%左右,说明A,B两种改性工艺制备的C/SiC-ZrC复合材料试样烧蚀性能要明显优于无改性C工艺。因此,充分说明向浸渍溶液中添加PZC先驱体可大幅提高C/SiC复合材料的烧蚀性能。此外,从表3中数据可以发现B工艺获得的C/SiC-ZrC复合材料试样的烧蚀性能要略优于A工艺,这主要由于随着ZrC含量增大,其材料孔隙率增大,导致基体和碳纤维越容易被氧化,对其烧蚀性能带来了一定的负面影响。因此,可以说明ZrC含量的增加在一定程度上不一定利于其烧蚀性能的提高,后期需进一步研究ZrC含量对C/SiC复合材料烧蚀性能的影响规律。
表3 C/SiC-ZrC 复合材料烧蚀实验结果
Tab.3 Results of ablation experiment for C/SiC-ZrC composites
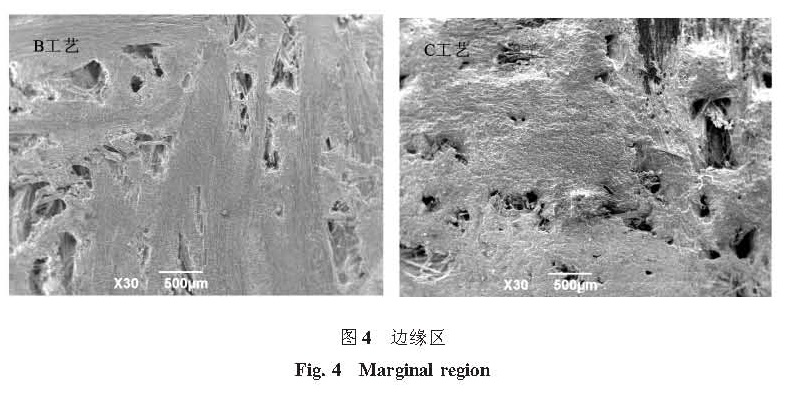
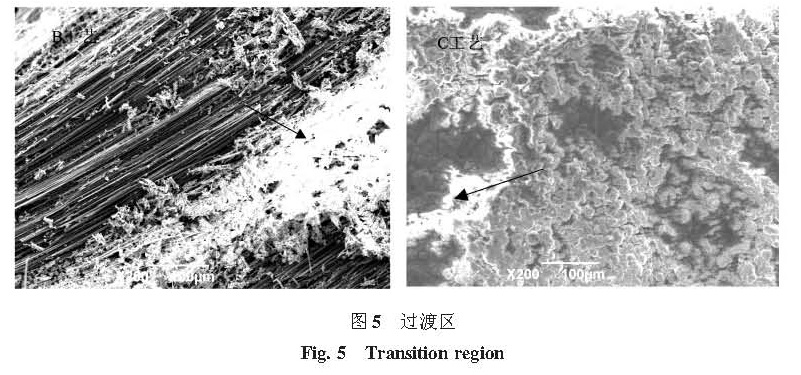
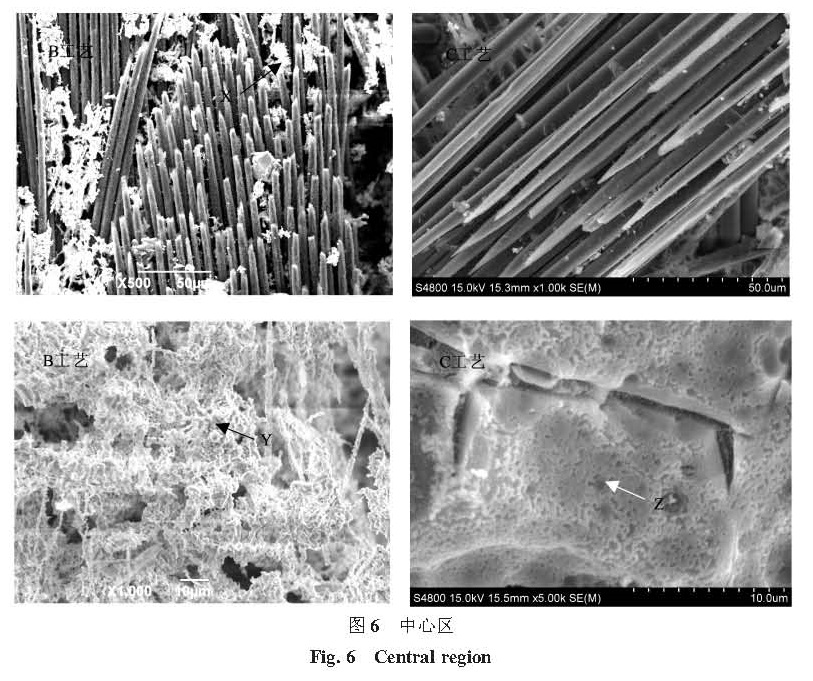
B,C两种工艺路线制备的C/SiC-ZrC、C/SiC复合材料烧蚀试样在Ⅰ、Ⅱ、Ⅲ区域的微观结构形貌SEM照片如图4~图6所示。从图4~图6中可以看出,B改性制备工艺并没有改变C/SiC复合材料试样的氧乙炔烧蚀特点,即从边缘区、过渡区至中心区,氧化烧蚀程度不断加剧:其边缘区因距材料的烧蚀中心最远,该区域内材料的表面温度和所承受的压强最低, 导致该区域内材料的烧蚀程度最低,可以看到该区域B,C两种制备工艺试样表面几乎没有发生烧蚀现象,也无被冲刷的痕迹;而过渡区部分区域的表面温度已经超过ZrC,SiC的氧化温度,从而使B,C两种工艺过渡区均出现了的少量白色氧化烧蚀产物(如图6所示箭头);其中心区域则发生了明显的氧化烧蚀痕迹,B,C两种制备工艺试样的该区域碳纤维均发生了明显的氧化损伤,其前端呈现典型的“针状”结构特征,并且可以发现B工艺制备的C/SiC-ZrC复合材料中心区域的碳纤维表面保留有较多的白色烧蚀产物,而C工艺制备的C/SiC复合材料的碳纤维几乎无白色烧蚀产物存在。此外,B,C两种工艺中心区域的基体烧蚀形貌也不尽相同,B工艺表现出多孔骨架结构,而C工艺则在基体SiC表面出现有弥散的玻璃态薄膜。
图4 边缘区
Fig.4 Marginal region
图5 过渡区
Fig.5 Transition region
图6 中心区
Fig.6 Central region
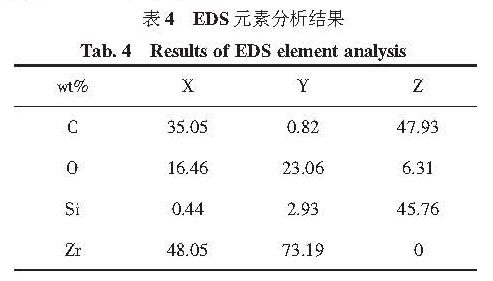
为获得C/SiC-ZrC,C/SiC复合材料的烧蚀特征及其机理,分别对图6中X,Y,Z三点的元素成分进行了EDS分析,具体结果如表4所示。从EDS图谱分析结果来看,C/SiC-ZrC复合材料烧蚀试样中心区X点碳纤维表面保留的白色烧蚀产物成分应主要为ZrO2,而C/SiC-ZrC复合材料烧蚀试样中心区Y点的“骨架”结构烧蚀产物成分主要为ZrO2及少量的SiO2,而C/SiC复合材料烧蚀试样中心区Z点的烧蚀产物成分主要为SiO2及未氧化的SiC基体。
表4 EDS元素分析结果
Tab.4 Results of EDS element analysis
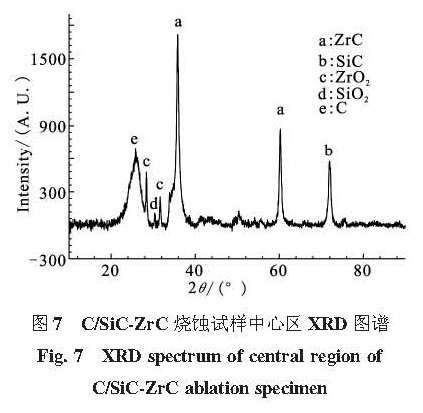
为进一步确认B工艺制备C/SiC-ZrC复合材料烧蚀试样表面的相组成,对其进行XRD分析(具体结果见图7所示)。
图7 C/SiC-ZrC烧蚀试样中心区XRD图谱
Fig.7 XRD spectrum of central region of C/SiC-ZrC ablation specimen
从图7中可以看出,B制备工艺获得的C/SiC-ZrC复合材料烧蚀试样表面相组成主要有ZrC,SiC,SiO2,ZrO2和C,从而再次验证了B工艺制备的C/SiC-ZrC复合材料烧蚀试样的SiC和ZrC基体均在氧乙炔冲蚀环境中均发生了如下一系列的氧化反应:
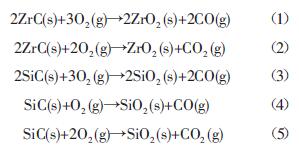
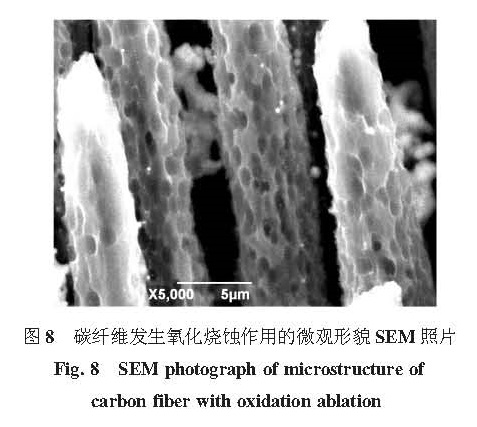
综上所述,基本可以得到PZC先驱体改性制备工艺能够提高C/SiC陶瓷基复合材料烧蚀性能的作用机理大致为:由于无PZC改性制备的C/SiC陶瓷基复合材料基体SiC在氧乙炔烧蚀环境中经过高温氧化会形成SiO2(液态)和SiO(气态),虽然SiO2因黏度较低,本身具有一定的自愈合作用,能够在一定程度上填充基体的裂纹与孔隙,减慢氧化性介质向材料内部的扩散速度,但随着温度的升高,SiO2保护膜的粘度逐渐降低,其与基体的附着力下降,在高速氧乙炔气流作用下容易被吹走或部分吹走,进而失去了对基体的保护作用,并且SiC熔点(2 380 ℃)较低,明显低于氧乙炔烧蚀中心区域烧蚀温度(见表3),导致基体SiC会发生升华现象,进而使大量碳纤维暴露在氧乙炔氧化性气氛中,导致碳纤维发生强烈的氧化烧蚀现象(见图8),极大地降低了材料的高温抗烧蚀性能;
图8 碳纤维发生氧化烧蚀作用的微观形貌SEM照片
Fig.8 SEM photograph of microstructure of carbon fiber with oxidation ablation
而PZC先驱体改性C/SiC复合材料后,一方面由于基体SiC中存在一定量的ZrC,而ZrC因其熔点高(3 540 ℃),高温下难于熔化,能够承受较强氧乙炔冲刷气流,从而增强了材料的抗冲刷能力;另一方面ZrC基体在氧乙炔烧蚀环境中经高温氧化形成的ZrO2比SiC氧化产物SiO2具有更低饱和蒸气压和高溶解热(ZrO2 215.4 kJ/mol,SiO2 8.82 kJ/mol),使得ZrO2能够承受高温烧蚀而不会被大量气化流失,并且其能够在高温氧化环境中和SiO2在材料表面形成粘稠的ZrO2-SiO2玻璃态氧化膜,可以有效封填材料表面的裂纹、孔洞,进一步降低氧化性气氛向材料内部扩散的速率,对材料基体和纤维形成良好的保护作用,从而使得C/SiC-ZrC复合材料表现出较好的抗烧蚀能力。此外,由于PZC先驱体改性C/SiC复合材料后,其烧蚀试样表面的温度较高,导致其基体SiC发生主动氧化形成气态的SiO,进而在表面形成了以ZrO2为骨架,少量SiO2玻璃相弥钉扎在其中的多孔稳定结构(见图6),其能够减缓烧蚀火焰对材料内部的热力学和热化学烧蚀,对材料基体和纤维亦形成良好的保护作用;而且由于ZrO2是一种典型的热障涂层材料(热导率仅2.3 W/(m·K)),能够有效地阻止外部热量向材料内部扩散,减弱ZrO2骨架结构下面碳纤维、基体SiC及ZrC的氧化程度,加之ZrO2本身具有良好的抗热震剥离性能,从而进一步提高C/SiC-ZrC复合材料的抗烧蚀性能。